
اتصالات هیدرولیک (فیتینگها) اجزای کوچکی هستند که در نگاه اول ممکن است کماهمیت به نظر برسند، اما در واقع، حیاتیترین نقاط اتصال و انتقال قدرت در هر سیستم هیدرولیک یا پنوماتیک محسوب میشوند. شکست یا نشت یک اتصال میتواند منجر به توقف کامل خط تولید، هدر رفتن سیال گرانبها و در موارد جدیتر، بروز حوادث ایمنی خطرناک شود. بنابراین، کیفیت و دقت در تولید این قطعات نه یک انتخاب، بلکه یک ضرورت مطلق است و اینجاست که فرآیند ماشینکاری اتصالات هیدرولیک با تمام پیچیدگیهایش، به عنوان ستون فقرات تولید ایمن، اهمیت مییابد. در کارخانه پارس هیدرولیک، ما این فرآیند را نه فقط به عنوان یک عملیات تولیدی، بلکه به مثابه یک هنر مهندسی دقیق مینگریم که در آن، هر جزء کوچک باید تحمل فشارهای عملیاتی بسیار بالا را داشته باشد و تلرانسهای میلیمتری، ضامن عملکرد ایمن و طول عمر سیستمهای ما هستند.
۱. مهندسی مواد و طراحی پیش از ماشینکاری: زیربنای کیفیت
تولید یک اتصال هیدرولیک با کیفیت که توانایی تحمل فشار کاری 400 با و پیکهای ناگهانی فشار را داشته باشد، تنها با یک فرآیند ماشینکاری اتصالات هیدرولیک پیشرفته ممکن نمیشود؛ بلکه ریشه در تصمیمات استراتژیک اولیه در انتخاب مواد و طراحی هندسی قطعه دارد. مرحله طراحی و انتخاب متریال، اولین نقطه کنترل کیفیت ما در پارس هیدرولیک است، جایی که مشخص میکنیم فیتینگ تولیدی ما در برابر محیطهای خورنده، ارتعاشات دینامیکی و فشارهای حرارتی چه واکنشی نشان خواهد داد. اگر متریال اولیه یا طراحی هندسی دارای ضعفهای ساختاری باشند، پیشرفتهترین دستگاههای CNC جهان نیز نمیتوانند محصول نهایی با دوام و استاندارد تولید کنند.
۱.۱. انتخاب مواد اولیه: از فولاد تا برنج و فولاد ضد زنگ
انتخاب متریال مناسب برای فرآیند ماشینکاری اتصالات هیدرولیک مستقیماً بر خواص مکانیکی و طول عمر اتصال تأثیر میگذارد. در پارس هیدرولیک، ما بر اساس نوع سیال هیدرولیک، دمای کاری و میزان فشار سیستم، متریالهای مختلفی را به کار میبریم. عمده اتصالات فشار بالا از فولاد کربنی تقویتشده (مانند فولاد سری 1045 یا 12L14 برای قابلیت ماشینکاری بهتر) تولید میشوند.
فولادهای مورد استفاده باید دارای ویژگیهای زیر باشند تا قابلیت ماشینکاری بالا و مقاومت فیزیکی کافی را تأمین کنند:
- مقاومت تسلیم (Yield Strength): برای تحمل فشار استاتیک بدون تغییر شکل دائمی.
- قابلیت ماشینکاری (Machinability): برای دستیابی به سرعتهای بالای تولید و سطوح پرداخت عالی. فولادهایی با محتوای گوگرد و سرب کنترلشده، ماشینکاری سریعتری را امکانپذیر میسازند.
- انعطافپذیری (Ductility): برای مقاومت در برابر تنشهای پالس و لرزشها بدون شکست ناگهانی.
علاوه بر فولاد، در محیطهای خاص مانند صنایع غذایی یا پتروشیمی که خطر خوردگی بالاست، از فولاد ضد زنگ (مانند 316L) استفاده میشود که اگرچه فرآیند ماشینکاری اتصالات هیدرولیک آن دشوارتر و کندتر است، اما مقاومت شیمیایی بالایی را تضمین میکند. در نهایت، برای سیستمهای فشار پایینتر یا اتصالات برنجی (Brass Fittings) از آلیاژهای برنج خاصی استفاده میشود که مقاومت خوبی در برابر آب و رطوبت دارند.
۱.۲. نقش طراحی در ماشینکاریپذیری و کنترل تلرانس ساخت
قبل از اینکه قطعهای به مرحله ماشینکاری برسد، مهندسان ما با استفاده از نرمافزارهای پیشرفته CAD/CAM، هندسه قطعه را برای تولید اتصالات CNC بهینه میکنند. مفهوم “طراحی برای ساخت” (DFM) در این مرحله حیاتی است. هدف اصلی این است که:
- حذف نقاط تمرکز تنش: با شعاعدهی (Filleting) دقیق لبههای داخلی و گوشهها، تنشهای موضعی که میتوانند منجر به ترک خوردگی شوند، کاهش مییابند.
- بهینهسازی جریان سیال: طراحی کانالهای داخلی باید به گونهای باشد که افت فشار (Pressure Drop) به حداقل برسد و جریان توربولانس کاهش یابد.
- بهینهسازی برای ابزار: طراحی باید با حداقل تعویض ابزار، بیشترین سرعت تولید را فراهم کند. به عنوان مثال، زاویههای دسترسی برای ابزارهای رزوهزنی و تراشکاری فیتینگ باید در نظر گرفته شوند.
از نظر تلرانس ساخت، تعیین مناطق حیاتی که باید دارای تلرانسهای بسیار محدود باشند (مانان ناحیه آببندی مخروطی یا رزوه)، از اهمیت ویژهای برخوردار است. به عنوان مثال، در اتصالات JIC (37 درجه)، دقت در زاویه مخروط برای تضمین آببندی بدون نشت، حتی در فشار 350 بار، بسیار حیاتی است و این تلرانس ممکن است به محدود شود.
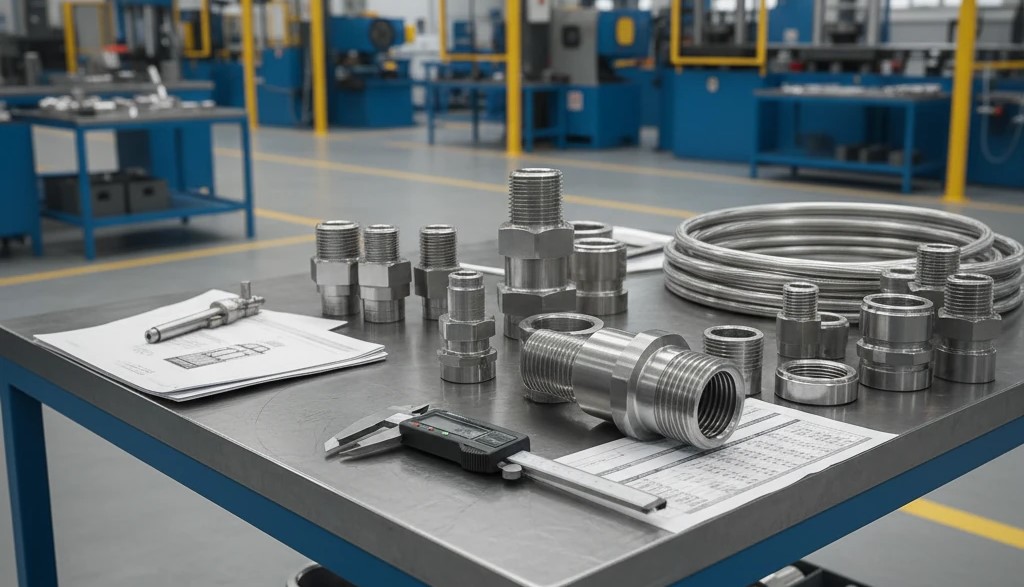
۲. قلب تپنده تولید: ماشینکاری CNC اتصالات
وقتی مواد اولیه تأیید و طراحی نهایی شد، وارد فاز اجرایی فرآیند ماشینکاری اتصالات هیدرولیک میشویم. در پارس هیدرولیک، ما از سامانههای CNC چند محوره (Multi-Axis CNC Machines) و ماشینهای تراش سوئیسی (Swiss-type Lathes) برای دستیابی به دقت و سرعت بالا در تولید اتصالات CNC استفاده میکنیم. این ماشینها قادرند در یک عملیات واحد (One-hit machining)، یک قطعه پیچیده را از ابتدا تا انتها تکمیل کنند، که این امر خطای انسانی و خطای تجمعی تلرانس در چندین مرحله را به شدت کاهش میدهد.
۲.۱. اصول ماشینکاری دقیق و برنامهنویسی CAM
تولید اتصالات CNC نیازمند برنامهنویسی کامپیوتری دقیق است. نرمافزارهای CAM (Computer-Aided Manufacturing) مسیر ابزار (Tool Path) را محاسبه میکنند و کدهای G-code و M-code را برای کنترل حرکت ابزار، سرعت اسپیندل، نرخ پیشروی و مدیریت خنککننده ایجاد مینمایند.
چالشهای اصلی در این مرحله عبارتند از:
- سرعتهای بالا: اتصالات هیدرولیک قطعات کوچکی هستند که در حجم بالا تولید میشوند. سرعت اسپیندل ماشینها ممکن است به 10,000 دور در دقیقه برسد تا زمان سیکل (Cycle Time) به حداقل (مثلاً کمتر از 30 ثانیه برای یک فیتینگ ساده) برسد.
- انتخاب ابزار: برای دستیابی به سطوح پرداخت (Surface Finish) مورد نیاز (مثلاً Ra<1.6 میکرومتر در نواحی آببندی)، از اینسرتهای کاربیدی با پوششهای مخصوص (مانند PVD یا CVD) استفاده میشود. مدیریت سایش ابزار (Tool Wear Management) برای حفظ دقت در تولید انبوه حیاتی است.
- سیستم خنککاری: استفاده از سیالات خنککننده فشار بالا (High-Pressure Coolant) نه تنها گرما را دفع میکند بلکه به شکستن برادهها (Chip Breaking) کمک کرده و عمر ابزار را افزایش میدهد.
۲.۲. تراشکاری فیتینگ و شکلدهی هندسههای پیچیده
مرحله تراشکاری فیتینگ شامل عملیات حذف مواد از شمشهای اولیه (Bar Stock) برای ایجاد بدنه اصلی اتصال است. این فرآیند اغلب شامل مراحل زیر است:
- عملیات اولیه (Facing and Turning): صاف کردن سطح انتهایی و کاهش قطر شمش به قطر اصلی بدنه اتصال.
- سوراخکاری مرکزی (Center Drilling): ایجاد سوراخهای داخلی با دقت بالا برای عبور سیال. عمق و قطر این سوراخها باید به دقت کنترل شود تا بر خواص هیدرودینامیکی قطعه تأثیر منفی نگذارد.
- برینگ (Boring) و ریمینگ (Reaming): بزرگ کردن و صاف کردن سوراخهای داخلی به اندازه نهایی. برای دستیابی به سطح داخلی صاف و دقیق در ناحیه نشیمنگاه آببندی، از ابزارهای ریمینگ با تلرانس میکرونی استفاده میشود.
- شکلدهی مخروطی: ایجاد زاویههای مخروطی استاندارد (مانند 37 درجه JIC، 24 درجه DIN یا 60 درجه BSP) با استفاده از ابزارهای فرمدهی دقیق. دقت در این زاویهها مستقیماً به تضمین آببندی سیستم مرتبط است. اگر زاویه حتی انحراف داشته باشد، سیستم مستعد نشت در فشارهای بالا خواهد بود.
براساس مطالعات صنعتی در زمینه تولید قطعات هیدرولیک، از خطاهای ناشی از نشت سیستم مربوط به خطای ابعادی و پرداخت سطح در ناحیه مخروط آببندی است. این آمار نشان میدهد که چرا فرآیند ماشینکاری اتصالات هیدرولیک به این اندازه بر دقت زوایای حیاتی متمرکز است.
۳. حساسترین مرحله: رزوهزنی و تضمین آببندی بینقص
اگرچه تمام مراحل فرآیند ماشینکاری اتصالات هیدرولیک مهم هستند، اما رزوهزنی یا Threading، به دلیل تأثیر مستقیم بر نیروی نگهدارنده (Holding Force) و آببندی مکانیکی اتصال، از حساسیت ویژهای برخوردار است. یک رزوه ضعیف یا خارج از تلرانس، تحت ارتعاشات مداوم سیستم، به سرعت لق شده و منجر به خرابی کل مجموعه میشود.
۳.۱. تکنیکهای رزوهزنی پیشرفته در تولید
رزوهها در اتصالات هیدرولیک بسته به نوع استاندارد (مانند NPT، BSPT، JIC یا Metric) دارای پروفایلهای مختلفی هستند. ما از تکنیکهای متفاوتی برای دستیابی به کیفیت مطلوب استفاده میکنیم:
- تراشکاری رزوه تکنقطه (Single-Point Threading): این روش برای تولید رزوههای با قطر بزرگ یا استانداردهای غیرمعمول که دقت فوقالعاده بالایی نیاز دارند، استفاده میشود. کنترل پارامترهای مانند عمق برش و زاویه لبه ابزار در این روش حیاتی است.
- فرزکاری رزوه (Thread Milling): در این روش، رزوه توسط یک ابزار فرز گردان با چندین دندانه ایجاد میشود. مزیت اصلی فرزکاری رزوه، کنترل دقیق بر روی تلرانس قطر گام (Pitch Diameter) است و همچنین میتواند رزوههای داخلی و خارجی را در قطعاتی که نیاز به سفتی مواد اولیه دارند، به آسانی تولید کند.
- رزوهکاری با ابزارهای قالب (Tapping/Dieing): این روش برای تولید حجم بالای اتصالات استاندارد و سریعتر است، اما کنترل تلرانس ساخت در آن کمی دشوارتر بوده و برای دستیابی به کیفیت مورد نظر پارس هیدرولیک، ابزارهای قالبزنی باید به صورت دورهای و با دقت تعویض شوند.
در هر سه روش، استفاده از خنککننده مناسب و کالیبراسیون دقیق ابزار پیش از شروع کار، برای جلوگیری از پدیده “گلوگرفتی رزوه” (Thread Galling) ضروری است.
۳.۲. کنترل کیفیت رزوه: تضمین پایداری تحت فشار
استانداردهای صنعتی (مانند SAE J514 و ISO 8434) برای کنترل کیفیت رزوه تعاریف بسیار دقیقی ارائه میدهند. این کنترل تنها به بررسی قطر ظاهری محدود نمیشود، بلکه شامل سه پارامتر اساسی است:
- قطر گام (Pitch Diameter): این مهمترین پارامتر رزوه است و مستقیماً بر میزان آببندی و درگیری بین دو قطعه تأثیر میگذارد.
- زاویه گام (Flank Angle): زاویه لبههای رزوه که باید دقیقاً مطابق با استاندارد باشد (مثلاً 60 درجه برای رزوههای متریک یا UNC).
- میزان صافی سطح (Surface Finish): رزوههای زبر مستعد گالینگ هستند.
برای اندازهگیری این موارد، ما از گیجهای رزوهخوان (Thread Gauges) Go/No-Go استفاده میکنیم که در فواصل زمانی مشخص توسط واحد کنترل کیفیت رزوه کالیبره میشوند. همچنین، در تولیدات حساس، از دستگاههای اندازهگیری نوری (Optical Measurement Systems) استفاده میشود که پروفایل کامل رزوه را اسکن کرده و انحرافات میکرونی را شناسایی میکنند. عدم تطابق در هر یک از این پارامترها به منزله رد شدن قطعه در فرآیند ماشینکاری اتصالات هیدرولیک است.
۳.۳. اهمیت تلرانس ساخت در سیستمهای فشار بالا
مفهوم تلرانس ساخت در اتصالات هیدرولیک بسیار فراتر از ابعاد بیرونی است. تلرانسها تعیینکننده دقت هندسی قطعه هستند که شامل موارد زیر میشود:
- هممحوری (Coaxiality): محور سوراخ داخلی باید دقیقاً بر محور رزوه خارجی منطبق باشد. انحراف از هممحوری باعث اعمال گشتاور ناهمگون هنگام بستن و نشت در فشار بالا میشود.
- تعامد (Perpendicularity): سطح نشیمنگاه اتصال (سطحی که مهره بر روی آن قرار میگیرد) باید کاملاً عمود بر محور مرکزی رزوه باشد. انحراف 0.05 میلیمتر در این تعامد میتواند تا از نیروی آببندی را از بین ببرد.
- تلرانسهای ابعادی (Dimensional Tolerances): به خصوص در اتصالات حلقهای (Ferrule Fittings) که نیاز به ایجاد یک زانو دقیق توسط حلقه دارند، تلرانسهای قطر داخلی و خارجی باید در محدوده بسیار باریک عموماً ±0.02 میلیمتر حفظ شوند.
به دلیل اهمیت این پارامترها، کارخانه پارس هیدرولیک استانداردهای تلرانس داخلی سختگیرانهتری نسبت به حداقلهای استاندارد DIN یا SAE اعمال میکند تا از عملکرد بینقص اتصالات در سختترین شرایط کاری اطمینان حاصل شود.
۴. عملیات حرارتی، پاکسازی و پوششدهی سطحی
پس از اتمام فرآیند ماشینکاری اتصالات هیدرولیک، قطعات خام باید برای افزایش مقاومت در برابر سایش، خوردگی و تحمل فشار، تحت عملیات تکمیلی قرار گیرند. این مراحل نه تنها ظاهر قطعه را بهبود میبخشند بلکه دوام و قابلیت اطمینان آن را در طولانی مدت تعیین میکنند.
۴.۱. حذف پلیسهها (Deburring) و پرداخت نهایی
در طی عملیات تراشکاری فیتینگ، لبههای تیز و پلیسههای فلزی (Burrs) در نقاط برش ایجاد میشوند. این پلیسهها باید به طور کامل حذف شوند؛ زیرا اگر وارد سیستم هیدرولیک شوند، میتوانند باعث آسیب به پمپها، شیرها و آببندها شوند.
روشهای مورد استفاده در پارس هیدرولیک:
- پالایش ارتعاشی (Vibratory Finishing): استفاده از سنگها و سرامیکهای ساینده در حوضچههای ارتعاشی برای نرم کردن لبهها و بهبود پرداخت کلی سطح.
- برداشت حرارتی پلیسه (Thermal Deburring – TEM): در این روش، قطعه در یک محفظه پر از گازهای قابل اشتعال (مانند متان یا هیدروژن) قرار میگیرد. اشتعال ناگهانی گازها باعث میشود که پلیسههای کوچک که سطح مقطع بالایی دارند، در کسری از ثانیه تبخیر شوند، در حالی که بدنه اصلی اتصال تحت تأثیر قرار نمیگیرد. این روش برای حذف پلیسههای داخلی در سوراخهای کوچک بسیار مؤثر است.
۴.۲. عملیات حرارتی و افزایش سختی
برای برخی از اتصالات فولادی فشار بالا، به خصوص آنهایی که در معرض تنشهای مکرر (Impulse) قرار دارند، عملیات حرارتی ضروری است. فرآیندهایی مانند کوئنچ و تمپرینگ (Quenching and Tempering) یا کربندهی سطحی (Carburizing) برای افزایش سختی سطح و مقاومت در برابر سایش، بدون کاهش انعطافپذیری هسته مرکزی، انجام میشود. این عملیات تضمین میکند که اتصالات میتوانند چرخه خستگی (Fatigue Cycle) بالایی را تحمل کنند.
۴.۳. اهمیت پوشش ضد خوردگی: پوشش روی-نیکل (Zinc-Nickel)
از آنجایی که اکثر اتصالات در معرض رطوبت، مواد شیمیایی و محیطهای خورنده قرار دارند، پوشش سطح ضروری است. در گذشته، آبکاری روی (Zinc Plating) استاندارد بود، اما با توجه به افزایش استانداردهای مقاومت در برابر نمک، پارس هیدرولیک به سمت استفاده از پوششهای پیشرفتهتر حرکت کرده است.
پوشش روی-نیکل (Zinc-Nickel – ZNi): این پوشش نسبت به روی معمولی، مقاومت بهتری در برابر خوردگی ارائه میدهد. در تست پاشش نمک استاندارد ASTM B117، یک اتصال با پوشش ZNi میتواند بیش از 500 ساعت را بدون نشان دادن زنگ قرمز (Red Rust) تحمل کند، در حالی که پوشش روی سنتی ممکن است پس از 96 ساعت دچار خوردگی شود. ضخامت پوشش باید به دقت کنترل شود معمولاً بین 8 تا 12 میکرومتر تا بر تلرانس ساخت رزوه تأثیر منفی نگذارد.
۵. کنترل کیفی جامع و تستهای غیرمخرب در پارس هیدرولیک
دقت در فرآیند ماشینکاری اتصالات هیدرولیک بیمعنی است مگر اینکه توسط یک سیستم کنترل کیفیت جامع (QC) تأیید شود. در پارس هیدرولیک، ما از سیستمهای اندازهگیری نوین برای اطمینان از مطابقت هر قطعه با استانداردهای داخلی و بینالمللی استفاده میکنیم.
۵.۱. استفاده از ابزارهای اندازهگیری دقیق: CMM و اپتیکال
کیفیت یک اتصال در گرو اندازهگیری دقیق آن است. برای جلوگیری از خطای اندازهگیری انسانی و تأیید تلرانسهای میکرونی، ما از تجهیزات پیشرفته استفاده میکنیم:
- دستگاه اندازهگیری مختصات (CMM – Coordinate Measuring Machine): این دستگاه میتواند با دقت ±0.003 میلیمتر، تمام ابعاد هندسی یک قطعه پیچیده را به صورت سه بعدی اندازهگیری و ثبت کند. این ابزار برای تأیید هممحوری و تعامد در اتصالات دارای چند سوراخ و زاویه حیاتی است.
- مقایسهکنندههای نوری (Optical Comparators): برای بزرگنمایی پروفایل رزوه و زوایای برش تا 100 برابر و مقایسه آنها با نقشه اصلی. این ابزار به طور خاص در کنترل کیفیت رزوه و زوایای 37 درجه JIC کاربرد دارد.
- صافیسنجها (Profilometers): برای اندازهگیری کمیت RaR (میانگین زبری سطح) در نواحی آببندی.
۵.۲. تستهای عملکردی و تست فشار انفجاری
پس از تأیید ابعادی، قطعات به مرحله تست عملکردی فرستاده میشوند. هدف این تستها شبیهسازی بدترین شرایط کاری ممکن است:
- تست فشار استاتیک: اتصال تا دو یا سه برابر فشار کاری مجاز (MPA) تحت فشار سیال هیدرولیک قرار میگیرد. به عنوان مثال، اگر فشار کاری 250 بار250 \text{ بار} باشد، تست ممکن است در انجام شود. نشت یا تغییر شکل دائمی در این مرحله به منزله شکست قطعه است.
- تست پالس یا ضربهای (Impulse Testing): در سیستمهای هیدرولیک، فشار به طور مداوم بین حداقل و حداکثر نوسان میکند. تست پالس، قابلیت اتصال را برای تحمل میلیونها چرخه فشار ناگهانی (مانند نوسان بین 0 تا 300 بار در یک ثانیه) اندازهگیری میکند. استانداردهای بینالمللی (مانند ISO 6803) اغلب نیاز به 1,000,000 چرخه بدون نشت دارند. این تست، عمر خستگی اتصال تولید شده از طریق فرآیند ماشینکاری اتصالات هیدرولیک را تأیید میکند.
- تست فشار انفجاری (Burst Pressure Test): این تست مخرب، فشار نهایی را که در آن اتصال به طور فاجعهبار شکست میخورد، تعیین میکند. این مقدار باید حداقل چهار برابر فشار کاری نرمال باشد تا ضریب ایمنی (Safety Factor) لازم تضمین شود.
۵.۳. فرآیند گند زدایی و پاکسازی نهایی
حتی یک ذره گرد و غبار یا براده باقیمانده در کانالهای داخلی اتصال، میتواند به سیستم هیدرولیک آسیب جدی بزند. در پارس هیدرولیک، ما از مراحل گند زدایی دقیق استفاده میکنیم که اغلب شامل شستشوی اولتراسونیک با حلالهای مخصوص و سپس خشککردن تحت خلاء است تا اطمینان حاصل شود که ذرات باقیمانده به طور کامل از داخل حفرهها و رزوهها پاک شدهاند. کیفیت نهایی پاکسازی با استفاده از فیلتراسیون سیال شستشو و شمارش ذرات (Particulate Counting) تأیید میشود.
۶. بهبود مستمر و آینده ماشینکاری هوشمند اتصالات هیدرولیک
در یک صنعت رقابتی مانند تولید هیدرولیک، توقف در نقطه فعلی به منزله عقبگرد است. کارخانه پارس هیدرولیک بر روی اصل بهبود مستمر متمرکز است و به طور مداوم روشهای فرآیند ماشینکاری اتصالات هیدرولیک را برای افزایش کارایی و دقت بهینه میکند.
۶.۱. بهینهسازی پارامترهای برش و مدیریت ابزار
بخش بزرگی از بهینهسازی، مربوط به دادهکاوی در زمان تولید است. با استفاده از حسگرهای نصبشده روی دستگاههای CNC، ما دادههایی مانند لرزش ابزار، نیروی برش و دمای قطعه را به طور لحظهای جمعآوری میکنیم.
- کاهش زمان سیکل: با تحلیل دادهها، میتوان نرخ پیشروی (Feed Rate) و سرعت برش (Cutting Speed) را تا مرز پایداری افزایش داد. به طور متوسط، با بهینهسازی پارامترهای برش میتوان زمان سیکل را تا کاهش داد بدون اینکه کیفیت سطح به خطر بیفتد.
- نگهداری پیشگیرانه: سایش ابزار به صورت خودکار شناسایی و ابزار قبل از اینکه کیفیت محصول را تحت تأثیر قرار دهد، تعویض میشود. این سیستمهای پیشرفته، احتمال خطای فرآیند ماشینکاری اتصالات هیدرولیک را به صفر نزدیک میکنند.
۶.۲. یکپارچهسازی و اتوماسیون کامل
آینده تولید اتصالات CNC در گرو اتوماسیون کامل و یکپارچگی است. استفاده از رباتیک برای بارگذاری و تخلیه قطعات از دستگاههای CNC و انتقال آنها به مراحل بعدی (شستشو، پوششدهی و بازرسی) تضمینکننده تولید 24/7 و به حداقل رساندن خطای جابجایی است. در حال حاضر، بسیاری از خطوط تولید ما به سیستمهای بارگذاری خودکار و بازرسی نوری داخل خطی (In-line Optical Inspection) مجهز هستند که میتوانند هر قطعه تولید شده را در لحظه تولید از نظر ابعادی، رزوهزنی و تلرانس ساخت بررسی کنند و قطعات معیوب را جدا سازند.
این سطح از اتوماسیون در فرآیند ماشینکاری اتصالات هیدرولیک نه تنها کارایی اقتصادی را افزایش میدهد، بلکه مهمتر از آن، یکنواختی کیفیت محصول را در مقیاس تولید انبوه تضمین میکند.
نتیجهگیری
فرآیند ماشینکاری اتصالات هیدرولیک در کارخانه پارس هیدرولیک، نمادی از تعهد به دقت، کیفیت و ایمنی است. از انتخاب دقیق متریال و طراحیهای مبتنی بر DFM، تا بهرهگیری از تکنولوژی تولید اتصالات CNC و سیستمهای سختگیرانه کنترل کیفیت رزوه، هر مرحله با هدف تولید قطعهای انجام میشود که بتواند در سختترین شرایط صنعتی دوام بیاورد و ضامن ایمنی سیستمهای فشار بالای مشتریان ما باشد. تلرانس ساخت میکرونی و پوششهای مقاوم در برابر خوردگی، تفاوت بین یک اتصال معمولی و یک محصول پارس هیدرولیک را تعیین میکند.
ما در پارس هیدرولیک، تنها یک قطعه فلزی تولید نمیکنیم؛ بلکه اطمینان و قابلیت اعتماد را به مشتریان خود ارائه میدهیم. درک این فرآیندهای تخصصی برای صنعتگران، فروشندگان اتصالات فلزی و مدیران کارگاههای پرس شیلنگ ضروری است تا بتوانند در هنگام انتخاب تأمینکننده، تصمیمی آگاهانه بگیرند که کمترین ریسک را برای عملکرد سیستمهای هیدرولیک آنها به همراه داشته باشد.
دعوت به همکاری
اگر به دنبال اتصالات هیدرولیک با بالاترین استانداردهای تراشکاری فیتینگ، کنترل کیفیت رزوه و تلرانس ساخت هستید که عملکرد سیستمهای فشار بالای شما را تضمین کند، با متخصصین پارس هیدرولیک در تماس باشید. ما آمادهایم تا با ارائه راهکارهای فنی و بازدید از خطوط تولید پیشرفته، تعهد خود به کیفیت را به اثبات برسانیم. برای مشاوره تخصصی یا استعلام قیمت، هماکنون با ما تماس بگیرید.