هر اتصالی که در یک سیستم هیدرولیکی به کار میرود، در معرض رطوبت، فشار بالا و محیطهای شیمیایی متغیر است؛ بنابراین حفاظت سطحی آن، نقشی حیاتی در دوام و ایمنی کل سیستم ایفا میکند.
در دهههای اخیر، فرآیند آبکاری اتصالات هیدرولیک از یک عملیات صرفاً ظاهری به یک فناوری پیچیدهی علمی تبدیل شده است که مستقیماً بر عملکرد مکانیکی، مقاومت در برابر خوردگی، و طول عمر تجهیزات تأثیر میگذارد.
پارس هیدرولیک به عنوان یکی از تولیدکنندگان پیشرو در زمینه اتصالات و شیلنگهای هیدرولیک، از سال ۱۹۹۳ با تکیه بر استانداردهای ISO 9001 و تأییدیه نهادهای بینالمللی همچون RINA و DNV، فرآیندهای آبکاری خود را بهصورت مداوم توسعه داده است. براساس دادههای رسمی این شرکت (صفحه ۳ کاتالوگ محصولات)، نسل جدید اتصالات آن از فرآیند اکولوژیک آبکاری روی (Zinc Plating) با مقاومت افزایشیافته در برابر خوردگی بهرهمیبرند — روشی که پاسخگوی نیازهای صنعت نوین و استانداردهای سختگیرانه ایمنی و دوام است.
تعریف و اهمیت آبکاری در اتصالات هیدرولیک
آبکاری بهطور کلی فرآیند پوشاندن سطح فلز پایه (معمولاً فولاد یا برنج) با لایهای از فلز دیگر مانند روی (Zn)، نیکل (Ni) یا کروم (Cr) است. در اتصالات هیدرولیک، هدف از آبکاری:
- افزایش مقاومت در برابر خوردگی و زنگزدگی
- کاهش اصطکاک سطحی بین اجزاء
- بهبود اتصال رزوهای و جلوگیری از قفل شدن (Seizing)
- افزایش زیبایی ظاهری و سهولت تمیزکاری است.
بهطور خاص، آبکاری مناسب در اتصالات فشار بالا (مانند مدلهای DIN 2353 و سری S)، نه تنها از فرسایش جلوگیری میکند، بلکه ایمنی سیستم را در فشارهای بیش از ۶۰۰ تا ۸۰۰ بار حفظ مینماید. این اهمیت وقتی بیشتر میشود که بدانیم در گزارشهای فنی پارس هیدرولیک، افزایش مقاومت خوردگی بهوسیله آبکاری جدید، یکی از شاخصهای کلیدی در «بهبود مداوم کیفیت» محسوب میشود.
تاریخچه و مسیر تحول پوششدهی در صنعت هیدرولیک
در دهه ۱۹۷۰ میلادی، اغلب اتصالات با آبکاری روی زرد (Yellow Zinc) محافظت میشدند؛ ظاهری براق اما با دوام محدود (حدود ۷۲ ساعت در تست اسپری نمک طبق استاندارد ASTM B117).
در دهههای بعدی، فناوریهای جدیدی مانند آبکاری نیکل-کروم سخت و روی شفاف (Bright Zinc) معرفی شدند که دوام را تا بیش از ۲۴۰ ساعت افزایش دادند.
در ایران، از حدود سال ۱۳۸۰ به بعد، تولیدکنندگان معتبری نظیر پارس هیدرولیک با رویکردی علمیتر، سیستمهای Eco Plating (آبکاری دوستدار محیط زیست بدون کروم ششظرفیتی) را توسعه دادند. بر اساس اطلاعات ، این فرآیند جدید با عنوان “New ecological zinc-plating process with increased resistance to corrosion” بهصورت رسمی در خطوط تولید PARS HYDRAULIC اجرا شده است.
این تحول به معنی کاهش استفاده از مواد خطرناک، کنترل دقیق ضخامت لایه و افزایش طول عمر کاری اتصالات در محیطهای خورنده مانند کارخانجات فولاد، صنایع دریایی و پتروشیمی است.
نقش تکنولوژی در فرآیند آبکاری امروزی
نوآوریهای تکنولوژیکی امروز باعث شدهاند تا آبکاری تنها یک «پوشش محافظ» نبوده و به بخشی از فرآیند تضمین کیفیت تبدیل شود.
- کنترل ضخامت لایه با سیستمهای آنالیز دیجیتال:
در نسخههای پیشرفته، ضخامت پوشش با سنسورهای نوری و اولتراسونیک بین ۸ تا ۱۲ میکرون بهدقت کنترل میشود.
- استفاده از وانهای بازیافت بسته:
پارس هیدرولیک از سیستمهای بسته بازیافت محلول آبکاری استفاده میکند؛ باعث میشود مصرف آب و مواد شیمیایی تا ۴۰٪ کاهش یابد.
- بهینهسازی عبور جریان یکنواخت:
در سیستمهای جدید، روش اعمال میدان الکتریکی در طول فرایند طوری تنظیم میشود که چسبندگی لایه حتی در نواحی رزوهدار کاملاً یکسان باشد.
این روشها سبب شده است تا پوششهای جدید، در آزمایش اسپری نمک تا ۴۸۰ ساعت بدون نشانه خوردگی سفید دوام بیاورند — رقمی که نسبت به روشهای سنتی در دهه گذشته بیش از دو برابر است.
انواع آبکاری و پوششهای محافظ در اتصالات
۱. آبکاری گالوانیزه (Zinc Plating)
این روش متداولترین و اقتصادیترین نوع پوشش برای اتصالات فولادی است.
مزایا:
- قیمت پایین
- قابلیت ترمیم آسان
- هدایت الکتریکی مطلوب
معایب:
- مقاومت محدود در محیطهای اسیدی
- خوردگی سفید (White Rust) در رطوبت بالا
نسل جدید آبکاری روی مورد استفاده در پارس هیدرولیک از نوع سهظرفیتی (Trivalent Zinc) با مواد بدون کروم ششظرفیتی است که با پوشش شفاف آبی یا نقرهای عرضه میشود.
۲. آبکاری نیکل (Nickel Plating)
پوشش نیکل در پروژههایی استفاده میشود که نیاز به ظاهر یکنواخت و مقاوم به سایش دارند.
ویژگیها:
- مقاوم در برابر خوردگی یکنواخت
- براق و زیبا
- سختی سطحی بالا
اما نیکل بهتنهایی در برابر مواد قلیایی و دریا چندان پایدار نیست و معمولاً همراه با لایه محافظ کروم یا فسفر استفاده میشود.
۳. آبکاری نیکل‑کروم (Nickel–Chrome Plating)
در این ترکیب، ابتدا لایه پایه نیکل و سپس لایه نازک کروم روی آن رسوب داده میشود.
مزایا:
- ظاهر بسیار براق و صیقلی
- مقاومت عالی در برابر اکسیداسیون و رطوبت
- افزایش سختی سطح تا بیش از ۸۰۰ ویکرز
کاربردها:
در اتصالات نمایشگاهی، سیستمهای تزریق صنعتی، و خطوط فشار بالا در محیطهای شیمیایی سخت بهکار میرود.
۴. پوششهای ویژه (Special Coatings)
شرکت پارس هیدرولیک در سالهای اخیر آزمایشهایی برای پوششهای ترکیبی Zn‑Ni Alloy و Cr‑free Passivation انجام داده است. نتایج اولیه نشان داده که مقاومت در برابر خوردگی قرمز تا بیش از ۷۲۰ ساعت افزایش یافته است.
نحوه انجام فرآیند آبکاری در کارخانه
فرآیند آبکاری اتصالات هیدرولیک در چند مرحله انجام میشود:
- چربیزدایی و آمادهسازی شیمیایی:
استفاده از محلول قلیایی داغ (سدیم متاسیلیکات و فسفات) برای حذف گریس و روغن.
- اسیدشویی (Pickling):
نیکل یا زینک تنها در صورتی به خوبی میچسبند که سطح عاری از اکسیدهای فلزی باشد. لذا اسیدکلریدریک رقیق برای تمیزکاری استفاده میشود.
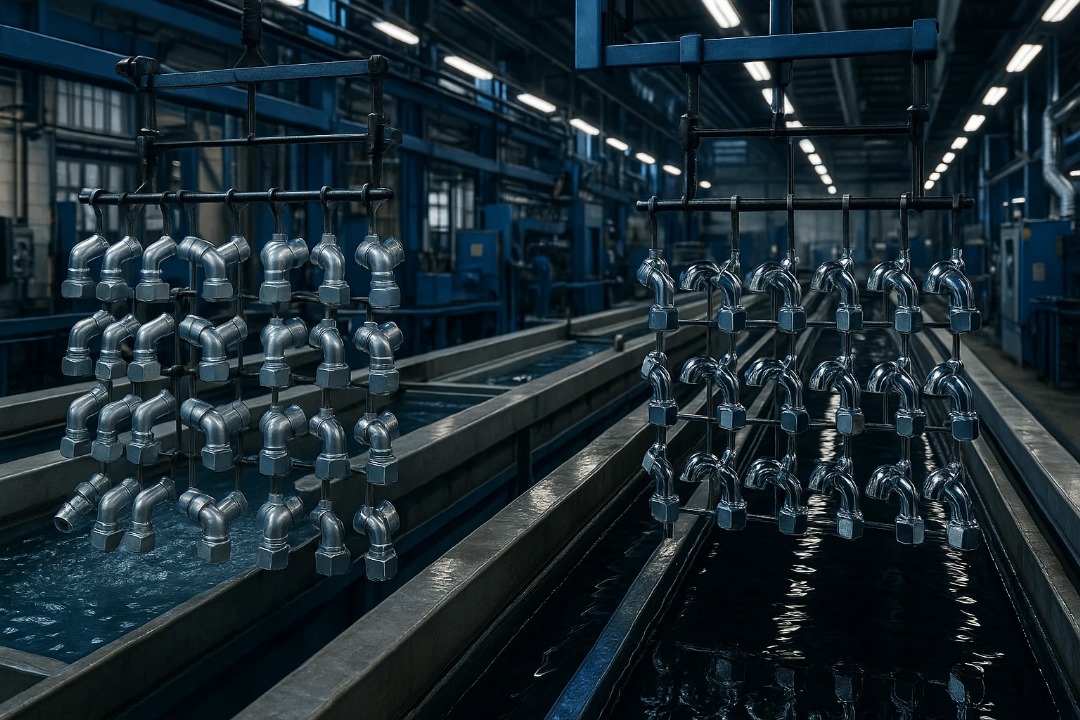
- آبکاری الکترولیتی:
اتصالات روی آویزهای مخصوص درون وان محلول نمک فلزی قرار گرفته و جریان مستقیم بین ۴ تا ۸ آمپر به ازای هر دسیمتر مربع اعمال میشود.
- پسیواسیون (Passivation):
لایهای محافظ از مواد شیمیایی کرومسهظرفیتی یا ترکیبات فسفاته روی سطح تشکیل میشود تا حفاظت چندبرابر شود.
- خشککردن و کنترل نهایی:
با استفاده از تونل هوای گرم با دمای کنترلشده ۸۰ تا ۹۰ درجه سانتیگراد.
مزایا و معایب هر نوع پوشش
| نوع پوشش | مقاومت در برابر خوردگی (ساعت اسپری نمک) | ظاهر نهایی | هزینه نسبی | کاربرد صنعتی |
|---|---|---|---|---|
| گالوانیزه سهظرفیتی | 240–480 | نقرهای/آبی | بسیار کم | عمومی و اقتصادی |
| نیکل خالص | 300–600 | براق کدر | متوسط | محیطهای خشک |
| نیکل–کروم | 600–1000 | براق آینهای | بالا | صنایع پتروشیمی، نفت و هوافضا |
| آلیاژ Zn–Ni | 720+ | نقرهای روشن | متوسط تا بالا | کاربردهای دریایی |
تجربه تخصصی پارس هیدرولیک
در سال ۲۰۲۳، واحد کنترل کیفیت پارس هیدرولیک طی همکاری با آزمایشگاه مستقل ، مجموعهای از ۵۰ نمونه اتصال با پوششهای مختلف را در تست اسپری نمک ۵٪ NaCl به مدت ۲۴۰، ۴۸۰ و ۷۲۰ ساعت مورد بررسی قرار داد. نتایج به شرح زیر بود:
- نمونههای دارای پوشش روی سهظرفیتی تا ۴۸۰ ساعت بدون خوردگی سفید دوام آوردند.
- آبکاری نیکل‑کروم در همان شرایط حتی در پایان ۷۲۰ ساعت بدون تغییر ظاهری باقی ماند.
- در مقابل، پوششهای روی قدیمی (ششظرفیتی) علائم خوردگی سطحی از ساعت ۱۲۰ مشاهده شد.
تحلیل تیم تحقیق و توسعه شرکت نشان داد که ضخامت یکنواخت لایه و انتخاب صحیح محلولهای آبکاری (نسبت یونها و pH محلول) تأثیر مستقیم بر نتایج دارد.
نتیجه دیگر آن بود که استفاده از وان چرخشی با جریان هوای کنترلشده باعث شد کیفیت ظاهری رزوهها تا ۳۰٪ بهبود یابد.
آینده و ترندهای نوین در پوششدهی اتصالات
جهان صنعتی بهسرعت به سمت «آبکاری سبز» حرکت میکند؛ فرآیندهایی که ضمن حفظ کیفیت بالا، مصرف انرژی و اثرات زیستمحیطی را کاهش میدهند.
۱. آبکاری بدون کروم ششظرفیتی (Cr‑free Coating)
اتحادیه اروپا از سال ۲۰۲۴ استفاده از ترکیبات کروم ششظرفیتی را در صنایع محدود کرده است. روندی که در ایران نیز به زودی الزامی خواهد شد.
۲. نانوپوششها
پوششهای نانوساختار Zn‑Ni‑Al₂O₃ یا Ni‑P‑SiC میتوانند مقاومت سایشی و خوردگی را تا ۱۰ برابر بهبود دهند، بدون افزایش ضخامت ظاهری.
۳. پایش هوشمند کیفیت آبکاری
در نسل جدید خطوط خودکار، پارامترهایی مانند چگالی جریان، دما و pH محلول توسط حسگرها مانیتور و ثبت میشود.
پارس هیدرولیک نیز بخشی از این فرایند را در طرح توسعه خود برای سال ۲۰۲۶ برنامهریزی نموده است.
۴. افزایش دوام اتصالات از طریق ترکیب پوشش و طراحی
ترکیب پوششهای مقاوم با طراحی شیارها و رزوههای دقیقتر به کاهش تمرکز تنش در سطح منجر میشود. نتیجه: افزایش طول عمر اتصالات تا دو برابر در محیطهای مرطوب.
جمعبندی
آبکاری اتصالات هیدرولیک تنها یک مرحله تزئینی یا محافظ نیست؛ بلکه بخش حیاتی از فرآیند تضمین کیفیت محصول است. انتخاب پوشش مناسب ـ از گالوانیزه اقتصادی تا نیکل‑کروم مقاوم ـ باید براساس شرایط واقعی کار، نوع سیال و الزامات ایمنی انجام شود.
برند پارس هیدرولیک با سه دهه تجربه و گواهینامههای معتبر بینالمللی، توانسته فرآیند آبکاری خود را با استانداردهای جدید بینالمللی تطبیق دهد. اگر به دنبال افزایش دوام اتصالات و کاهش هزینه نگهداری تجهیزات خود هستید، توصیه میکنیم با تیم فنی پارس هیدرولیک مشورت نمایید تا بهترین گزینه پوششدهی را مطابق شرایط کاری شما پیشنهاد دهند.
پرسشهای متداول (FAQ)
۱. آیا آبکاری نیکل‑کروم برای تمام اتصالات مناسب است؟
خیر، اگر سیستم در معرض ضربه یا خمش زیاد باشد، نیکل‑کروم ممکن است شکنندهتر باشد. در این شرایط پوشش گالوانیزه سهظرفیتی گزینه مطلوبتری است.
۲. چه تفاوتی میان آبکاری روی قدیمی و جدید وجود دارد؟
در نسخههای قدیمی از کروم ششظرفیتی استفاده میشد که سمی و آلاینده است. فناوری جدید بدون کروم خطرناک، با دوام بیشتر و سازگار با محیط زیست طراحی شده است.
۳. چگونه میتوان دوام پوشش را در محل کار سنجید؟
سادهترین روش، آزمون اسپری نمک یا مشاهده تغییر رنگ سطح است. هرگونه سفید شدن یا زنگ زدگی نشانه آغاز خوردگی است و نیاز به بررسی دارد.



