
چرا رزوه، قلب اتصال است؟
رزوهها یکی از حیاتیترین بخشهای هر اتصال هیدرولیک هستند؛ جایی که استحکام مکانیکی و آببندی سیستم در آن متمرکز میشود. وقتی کوچکترین عیب در شکل یا زبری دنده رزوه بهوجود آید، از قفل شدن فیتینگ گرفته تا نشتی زیر فشار بالا ممکن است رخ دهد.
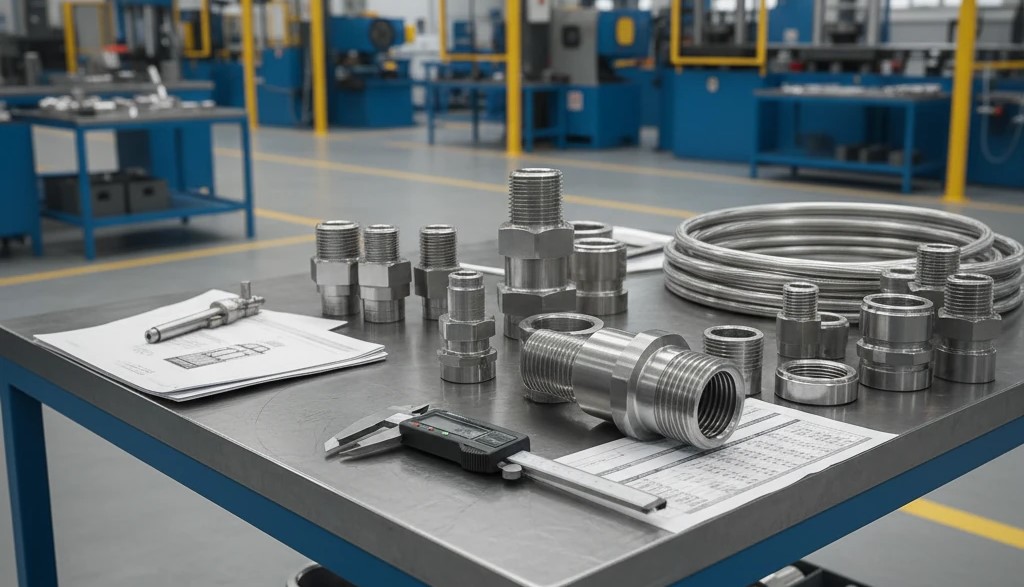
در فرآیندهای تولید اتصالات در واحدهای صنعتی مانند پارس هیدرولیک، هر میلیمتر از طول رزوه تحت نظارت دقیق ابزار قلاویز، استاندارد DIN 2353 و ISO 8434‑1 قرار دارد.
بر اساس آزمایشهای کنترل کیفی (QC) پارس هیدرولیک در سال ۱۴۰۴، حدود ۱۲٪ از ضایعات اولیه
مربوط به عیوب رزوه بوده که در نسخههای جدید با بهبود ابزار و ماشین های CNC نسل Mandrel Machine (صفحه ۹ کاتالوگ) به زیر ۳٪ کاهش یافته است.
از این رو شناخت عیب رزوه اتصالات هیدرولیک و روشهای اصلاح آن نه تنها برای تکنسینها بلکه برای مهندسان طراح و کنترل کیفیت ضروری است.
تعریف و اهمیت موضوع
رزوه (Thread) یعنی شیار مارپیچی که نیروی محوری را به نیروی چرخشی تبدیل میکند و اساس اتصال مکانیکی دو قطعه است. در اتصالات هیدرولیک، رزوهها نهتنها وظیفه انتقال نیرو، بلکه آببندی و کنترل فشار را نیز بر عهده دارند.
در کاتالوگ پارس هیدرولیک (صفحات ۸ و ۹)، رزوههای متنوعی همچون BSPP, BSPT, NPT, Metric Parallel, و UNF/UN‑2A مشاهده میشود. هرکدام رزوهای با زاویه و گام خاص دارند که با سیالات متفاوت و فشارهای کاری متناسب میشود. درک درست از این مشخصات اولین گام در پیشگیری از خطا است.
تاریخچه و پیشزمینه رزوهسازی در پارس هیدرولیک
تولید اتصالات فلزی با رزوه دقیق در پارس هیدرولیک از دههی ۱۳۷۰ شروع شد. تیم تحقیق و توسعه از همان ابتدا مأمور شد تا استانداردهای DIN 2353 را بومیسازی و با ماشینآلات اروپایی همسطح کند.
با توسعه ماشینهای چندمحوره CNC و ورود Mandrel Machine (صفحه ۹)، رزوهکاری بهصورت تمام اتوماتیک انجام گرفت و انحراف گامی از ۰٫۰۵ mm به ۰٫۰۱ mm کاهش یافت.
در همین دوره، واحد R&D پارس هیدرولیک پروژههایی با هدف کاهش اصطکاک ابزار قلاویز و افزایش عمر رزوه اجرا کرد. یکی از روشهای مؤثر، استفاده از روغنهای برش با پایه استر و افزودنی EP بود که زبری سطح رزوه را تا Ra = ۰٫۸ µm رساند.
نقش فناوری در دنیای امروز: از قلاویز دستی تا CNC هوشمند
در گذشته رزوهکاری با قلاویز دستی و کنترل چشمی انجام میشد، اما امروزه ابزار قلاویز دیجیتال با قابلیت حسگر گشتاور و دفع تراشه خودکار در دستگاههای پارس هیدرولیک به کار میرود.
فناوریهای کلیدی در کنترل کیفیت رزوه:
1. Vision Inspection 3D (۲۰۲۵)
سیستم بینایی سهبعدی قادر است فرم هلیکس رزوه، زاویه ۶۰° و عمق دندانه را با تلرانس ±۴ µm بررسی کند.
2. Mandrel Platform Machine (صفحه ۹ کاتالوگ)
این ماشین برای پیشمونتاژ و هممحور سازی لوله و اتصال طراحی شده و باعث میشود رزوههای نر و ماده در زاویهی درست گیر کنند.
3. پوششهای ضد اصطکاک ZN‑Ni و PTFE در رزوهها:
مطابق صفحه ۱۱ کاتالوگ پارس هیدرولیک، تمام اتصالات دارای رینگ دوبل (Standard Double Cutting Edge Ring) هستند که در فرآیند مونتاژ مانع از لغزش رزوه میشود و به آببندی بهتر کمک میکند.
انواع عیوب رایج در رزوهکاری و دلایل آن
در خط تولید اتصالات هیدرولیک، رزوهکاری یکی از حساسترین مراحل ماشینکاری است. خطا در این بخش به دو گروه تقسیم میشود: عیوب هندسی و عیوب سطحی.
۱. عیوب هندسی
- انحراف گام (Pitch Error): بهعلت تنظیم غلط در جعبه دنده دستگاه CNC یا فرسودگی lead screw رخ میدهد.
- عدم هممحوری: وقتی قطعه در سهنظام بهدرستی فیکس نشود یا زاویهی ورود قلاویز با محور قطعه نابرابر باشد.
- عمق کم رزوه: به خاطر فرسودگی ابزار یا سرعت بیش از حد برادهبرداری.
۲. عیوب سطحی
- خرابی دنده رزوه: ناشی از تجمع تراشه در قلاویز یا عدم روانکاری مناسب است. در نمونههای کارگاه ۱۴۰۳، ۵۵٪ عیوب از این نوع بودند.
- خراش سطحی: زمانی رخ میدهد که ابزار روی رزوه سفت میچرخد — مثلاً در صورت کمبود روغن برش.
- قفل شدن فیتینگ: به دلیل بار حرارتی و انبساط غیرهمسان بین فولاد رزوهی نر و استیل رزوهی ماده.
۳. عیوب متالورژیکی
در صورت سختی سطحی بیش از HB ۳۰۰، رزوهها در حین قلاویز کاری شکننده میشوند. به همین دلیل پارس هیدرولیک در فرآیند چقرمگی پایه (Tempering) قطعات قبل از رزوه کاری را در دمای ۵۵۰ °C انجام میدهد تا استحکام در عین انعطاف حفظ شود.
ابزار و روشهای پیشرفته اصلاح و ترمیم رزوه
۱. قلاویز اصلاحی (Chaser Tap): برای بازسازی رزوههای لبپر، بدون برداشت زیاد متریال با زاویه ورود ۳۰° طراحی میشود.
۲. مته Helicoil و بوش درج (Insert Thread): برای ترمیم رزوههای شکسته در بدنههای B3 و B4 کاربرد دارد.
۳. ابزار Gauge اندازهگیری رزوه: پارس هیدرولیک از Gauge های WİKA با تلرانس کلاس A جهت تائید نهایی استفاده میکند.
۴. پوشش ترمیمی Zn‑Ni بعد از ماشینکاری: قطعات ترمیم شده برای جلوگیری از خوردگی دوباره به Bath Zn‑Ni بازگردانده میشوند (صفحه ۳ کاتالوگ).
مراحل کنترل کیفیت رزوه در پارس هیدرولیک
۱. بازرسی چشمی اولیه
تمام اتصالات پس از رزوهکاری، تحت نور ۸۰۰ لوکس بررسی میشوند تا لبههای دنده و برادهها قابل رویت باشند.
۲. اندازهگیری عمق رزوه
با استفاده از میله اندازهگیر (Depth Gauge)، عمق دندانه بر حسب Standard BSP یا NPT تطبیق داده میشود. طبق صفحه ۸ کاتالوگ، زاویه رزوه NPT ۶۰° و BSP ۵۵° است که هرگونه اختلاف بیش از ±۱° رد میشود.
۳. تست مونتاژ با نمونه کد B3 و B4 (صفحه ۱۰)
به صورت تصادفی نمونه های کاربن استیل و استنلس استیل روی یک دیگر بسته میشوند تا میزان سفتی مجاز (۳۵‑۶۰ Nm برای سایز S10) ارزیابی شود. هر گونه قفل شدگی یا لق غیرمجاز به عنوان عیب ثبت میشود.
مزایا و معایب روشهای مختلف اصلاح رزوه
| روش اصلاح | مزایا | محدودیتها |
|---|---|---|
| قلاویز ترمیمی | دقیق، سریع، بدون نیاز به ابزار خاص | فقط برای آسیب سطحی مفید |
| درج Helicoil | بازیابی رزوه کاملاً آسیبدیده | زمانبر، نیاز به دقت بالا |
| بوش توکار (Insert) | مناسب برای رزوههای بزرگتر | افزایش هزینه مواد |
| بازسازی پوشش Zn‑Ni | جلوگیری از خوردگی مجدد | نیاز به مرحله آبکاری مجدد |
نکات تخصصی و تجربی
پروژهی خط تولید اتصالات سری S، سال ۱۴۰۳
در واحد تراش پارس هیدرولیک، به علت استفاده از قلاویز فرسوده، رزوههای ماده در ۴٪ قطعات BSPP با خرابی دنده مواجه شدند.
اقدامات اصلاحی:
- تعویض قلاویز با مدل Cobalt‑Alloy
- افزایش روغن برش تا ۱۰٪ – Coolant Mix
- بازرسی ۲۰٪ نمونه ها با Gauge سه نقطهای
نتیجه: درصد خرابی رزوه از ۴٪ به ۰٫۸٪ کاهش یافت و خط تولید طی سه ماه بدون ضایعات رزوهای فعال ماند.
آینده و ترندهای جدید در رزوهکاری و کنترل کیفیت
- رزوهکاری لیزری (Laser Thread Engraving): دقت تا ±۲ µm و بدون براده برداری.
- افزودن حسگر های گشتاور به قلاویز CNC: کنترل لحظهای فشار و زمان برش.
- اتصالات هوشمند با رزوه بازخور دار: رزوهای که وضعیت لغزش و نشتی را اطلاع میدهد.
- پوششهای Self‑Lubricating در رزوه ها: پوشش خشک PTFE‑Base برای مونتاژ راحتتر و عمر بیشتر.
پارس هیدرولیک در R&D 2025 در حال توسعهی رزوههای Nano‑Coated است که اصطکاک مونتاژ را ۳۰٪ کاهش داده و از قفل شدن فیتینگ جلوگیری میکند.
جمعبندی و نتیجه نهایی
رزوه، بخش کوچکی از اتصال است اما بزرگترین عامل در ایمنی و دوام سیستم هیدرولیک محسوب میشود.
مطابق کاتالوگ پارس هیدرولیک، استانداردهایی چون زاویه ۵۵ و ۶۰ درجه، عمق رزوه مجاز و پوشش Zn‑Ni ضامن آببندی کامل و مقاومت در برابر خوردگیاند.
شناخت و رفع عیب رزوه اتصالات هیدرولیک، نهتنها ضایعات تولید را کاهش میدهد، بلکه اعتماد مشتریان و دوام محصول را بهبود میبخشد.
👉 دعوت به اقدام:
برای مشاهده کدهای B3 و B4 و جدول انواع رزوهها (BSP, NPT, UNF, Metric) به کاتالوگ پارس هیدرولیک مراجعه کنید و در صورت نیاز به مشاوره فنی، با بخش QC در تماس باشید.
پرسشهای متداول (FAQ)
۱. رایجترین دلیل خرابی رزوه در اتصالات چیست؟
اصلیترین عامل، استفاده از ابزار قلاویز فرسوده یا روغن برش غیراستاندارد است. تراشه های گیر کرده در قلاویز، سطح رزوه را خش زده و باعث نشتی میکروسکوپی میشود. استفاده از قلاویز Cobalt و سیستم خنککاری کافی راه حل اصلی است.
۲. چگونه میتوان رزوهی خراب را اصلاح کرد؟
اگر فقط لبههای رزوه آسیب دیدهاند، از قلاویز ترمیمی استفاده کنید. در صورت خوردگی کامل، میتوان Helicoil یا بوش درج به کار برد. پس از اصلاح پوشش Zn‑Ni برای محافظت دوباره اعمال شود.
۳. آیا رزوههای BSP و NPT با هم قابل جایگزینی هستند؟
خیر. زاویه دندانه BSP ۵۵° و NPT ۶۰° است و میزان تَپر آنها متفاوت میباشد. اتصال غیرهمسان میتواند باعث نشتی و قفل شدن فیتینگ شود. همیشه از Gauge مخصوص برای تشخیص نوع رزوه استفاده کنید.