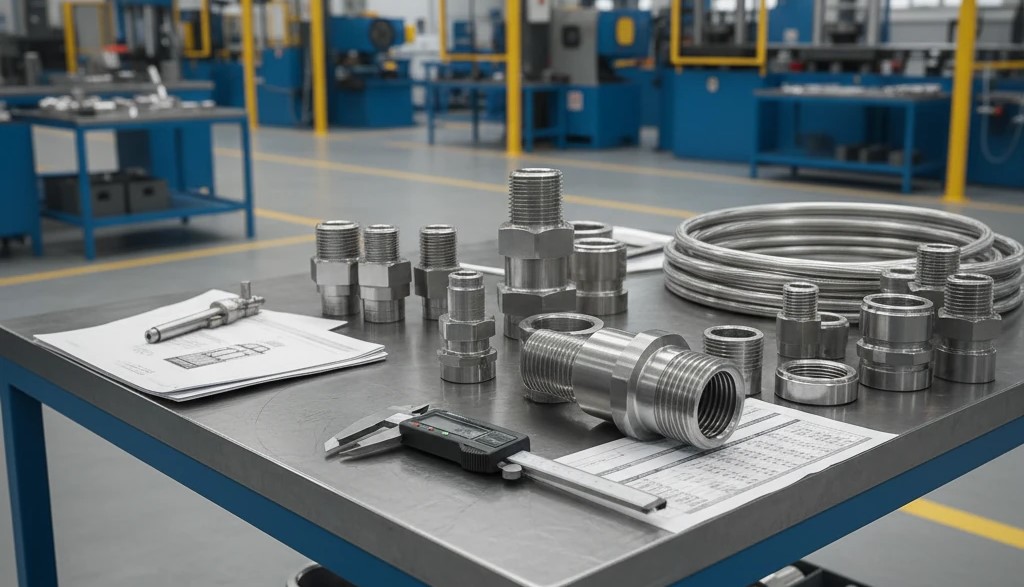

وقتی سیال تمیز نباشد، هیچ اتصال امنی وجود ندارد
در قلب هر سیستم هیدرولیک، سیال، قدرت را منتقل میکند. اما همین سیال وقتی آلوده شود، به بزرگترین تهدید برای عمر اتصالات، پمپها و سیلها تبدیل میشود.
اصطکاکهای خرد، نفوذ ذرات فلزی، و سایش تدریجی اورینگها دور از چشم اپراتور اتفاق میافتند تا زمانیکه نخستین نشتی خود را نشان میدهند.
تجربهی عملی بخش کنترل کیفیت پارسهیدرولیک — که بر اساس دادههای مستند ISO 9001 و تأییدیههای DNV و RINA (صفحه ۲ کاتالوگ) انجام میشود — نشان داده است که ۳۰ تا ۴۵ درصد از خرابیهای اتصالات مربوط به آلودگی در سیستم هیدرولیک است.
در ادامه، گامبهگام بررسی میکنیم که این آلودگیها از کجا میآیند، چه خساراتی بهبار میآورند و چگونه میتوان با طراحی درست خطوط، انتخاب فیلتر مناسب و رعایت استانداردهای مونتاژ (صفحه ۹ کاتالوگ) از آنها جلوگیری کرد.
تعریف و اهمیت موضوع
آلودگی در سیستم هیدرولیک چیست؟
هر ذره جامد، مایع یا گازی که در روغن هیدرولیک وجود دارد ولی بخشی از فرمول اصلی آن نیست، آلودگی محسوب میشود.
این آلودگی میتواند از براده فلزی داخل لولهها، گردوغبار محیط، رطوبت، ذرات رنگ و حتی از خود سیال ناشی شود.
آلودگیهای رایج شامل:
- ذرات فلزی: براده ناشی از برش لوله یا سایش اتصالات فولادی؛
- آب و بخار: که اکسیداسیون را افزایش میدهد؛
- فیبرها و گردوغبار: ناشی از فیلترهای قدیمی یا بستهبندی نامناسب؛
- محصولات شیمیایی تجزیه سیال: بهویژه در دماهای بالای ۱۰۰ °C.
چرا پاکیزگی سیال تا این حد حیاتی است؟
زیرا هر میکرون از آلودگی میتواند مثل چاقویی ریز، سطح پولیششدهی رزوهها و مخروط ۲۴ درجه استاندارد DIN 2353 را خراش دهد.
بهتدریج این خراشها باعث نشتیهای میکروسکوپی و افت فشار میشوند و در شرایط کاری ۸۰۰ بار (سری S طبق صفحه ۳ کاتالوگ) به ترک مویین در سطح اتصال میانجامند.
تاریخچه و پیشزمینه
در دهههای ابتدایی، سیستمهای هیدرولیکی فاقد استاندارد مشخص در پاکیزگی سیال بودند.
اما با رشد فشارهای کاری و حساسیت تجهیزات، تولیدکنندگانی مانند پارسهیدرولیک، از حدود سال ۱۳۷۲ با پیادهسازی ISO 9001 و تائیدیههای RINA و DNV، پایش دقیق آلودگی و کنترل ذرات را آغاز کردند.
در صفحه ۳ کاتالوگ آمده است:
“New dust and processing residue anti‑pollution process” (فرآیند ضدآلودگی ذرات و برادههای تولیدی)
این جمله نشان میدهد که کنترل آلودگی نهتنها در سطح سیال بلکه از فرایند تولید و بستهبندی اتصالات شروع میشود. از همان زمان، واحد QC شرکت فیلترهایی با دقت ۵ میکرون برای خطوط تست و مونتاژ به کار گرفت.
منشأ آلودگیها در سیستم هیدرولیک
آلودگیها را میتوان در سه ردهی اصلی طبقهبندی کرد:
-
آلودگیهای تولیدی (Manufacturing Contaminants):
ناشی از براده تراشکاری، خوردگی درونی لولهها، باقیمانده چربی و مواد ضدزنگ در مرحله شستوشوی نهایی.
-
آلودگیهای کاری (Operational Contaminants):
شامل سایش قطعات متحرک، تراوش مهرها و واکنشهای شیمیایی با روغن در زمان کارکرد طولانی در دمای بالا.
-
آلودگیهای خارجی (Ingress Contaminants):
نفوذ گردوغبار یا ذرات محیط از طریق درپوشهای باز، فیلترهای فرسوده یا سیستمهای تنفسی تانک روغن.
در صورت نفوذ این ذرات، ذرات سخت با شاخص HRC بیشتری از 50 میتوانند در تماس با رینگ برش دوگانه (Double Cutting Edge Ring در صفحه ۱۱ کاتالوگ) شیار ایجاد کنند و آببندی را از بین ببرند.
نقش تکنولوژی و طراحی در کنترل آلودگی
۱. طراحی رزوه و مخروط ۲۴ درجه (صفحه ۹)
رزوههای دقیق DIN 2353 وقتی در محیط بدون ذره و با ابزار Mandrel Machine صفحه ۹ مونتاژ شوند، فشار تماس روی سطح مخروطی بهصورت یکنواخت توزیع میشود.
اما ذرات جامد در هنگام بستن مهره میتوانند فشار نقطهای ایجاد کنند و سبب خستگی متالورژیکی شوند.
۲. پوشش ضدخوردگی زینک‑نیکل (صفحه ۳)
پوشش جدید معرفیشده در سال ۲۰۱۳ دارای مقاومت در تست نمک ۴۸۰ ساعته است. در این نوع پوشش، آلودگی ناشی از محصولات زنگزده کاهش مییابد و اصطکاک رزوهها در مونتاژهای چند مرحلهای کمتر میشود.
۳. سیستم فیلتراسیون داخلی خطوط تست
تمام اتصالات قبل از خروج از کارخانه پارس هیدرولیک در مدار روغن با فیلتر 10 Micron Beta > 200 تست میشوند تا هرگونه ذره فلزی از داخل بدنه پاک گردد.
انواع آلودگی از منظر فنی
| نوع آلودگی | منبع اصلی | تأثیر بر سیستم | روش پیشگیری |
|---|---|---|---|
| ذرات فلزی سخت | براده برش لوله | خراش روی سطح مخروطی و رزوه، نشتی در فشار بالا | شستوشو با التراسونیک، فیلتر ۵ μm |
| آب و رطوبت | تراکم یا نفوذ هوا | زنگ و زنگار در سطوح فولادی | استفاده از فیلترهای تنفسی خشک |
| ذرات فیبری | فیلتر یا دستمال تمیزکاری نامناسب | انسداد دهانه اوریفیسهای ریز | پارچه ضدپرز و شیلنگ شستوشوی تمیز |
| مواد اکسیدی | تجزیه روغن | تخریب اورینگ Viton® یا NBR | کنترل دمای روغن زیر 80 °C |
| آلودگی شیمیایی | افزودنیهای ناسازگار | تورم و نرمی اورینگ | استفاده از روغن با تأیید RENOLIN HLP 68 یا معادل |
اثر آلودگی بر اجزای کلیدی سیستم
خرابی اورینگها
ذرات ریز بین سطح فلز و لاستیک گیر میافتند، در نتیجه اورینگ بهجای حفظ فشار، خراشیده میشود. نمونههای آزمایشگاهی پارس هیدرولیک نشان دادهاند که ذرات ۱۵ μm میتوانند در عرض ۵ ساعت عمل پمپاژ، نشت جزئی در اتصال سری B3 ایجاد کنند.
ساییدگی سطوح آببندی
در اتصالهای رزوهای DIN 2353 سطح مخروط ۲۴° باید صیقلی بماند. هر ذره ساینده باعث تغییر تماس فلزی میشود و فشار موضعی از ۸۰۰ بار به بیش از ۱۲۰۰ بار میرسد؛ این تنشموضعی میتواند حلقه برشی را ترک دهد.
خرابی فیلتر روغن
وقتی فیلتر اشباع شود، اختلاف فشار قبل و بعد از آن باعث باز شدن By‑Pass میشود.
در نتیجه، تمام روغن آلوده بدون فیلتراسیون وارد پمپ میشود و در ادامه به اتصالات پرفشار میرسد.
خوردگی رزوهها
در حضور ترکیب آب و ذرات آهن اکسیدشده، باطری الکتروشیمیایی کوچکی شکل میگیرد که منجر به خوردگی گرم رزوههای کربنی میشود. به همین دلیل در اتصالات استیل سری B4 (صفحه ۱۰ کاتالوگ)، از اورینگ Viton® استفاده میشود تا تماس مستقیم با سیال نمکی کاهش یابد.
روشهای تشخیص آلودگی در سیال
-
آنالیز ذرات (Particle Count):
اندازهگیری طبق ISO 4406 با شمارنده لیزری — بهترین سطح پاکیزگی برای خطوط پارس هیدرولیک حداکثر 17/15/12 است.
-
آزمایش ویسکوزیته:
تغییر بیش از ۱۰٪ در ویسکوزیته نشانگر وجود ذرات رزینی یا اکسیدی است.
-
تست طیفسنجی (Spectroscopy):
جهت شناسایی فلزات فرسایشی مانند Fe، Cu و Zn.
-
بررسی بصری فیلتر بازشده:
لایه خاکستری روی کاغذ فیلتر نشانهی عبور مکرر ذرات ۵–۱۰ μm است.
راهکارهای کنترلی و پیشگیرانه
استفاده از فیلترهای چندمرحلهای
ترکیب فیلتر ساکشن β = 75 در مینیمم 50 μm و فیلتر لاین برگشت β > 200 در 10 μm میتواند بیش از ۹۸٪ ذرات مضر را متوقف کند.
اجرای روش پیشمونتاژ استاندارد (صفحه ۹ کاتالوگ)
قبل از مونتاژ نهایی، هر لوله در دستگاه Preassembly Mandrel Machine تست میشود.
این دستگاه تضمین میکند که در حین بستن مهره، برادهای بین رینگ و بدنه باقی نماند.
کنترل دما و کیفیت روغن
افزایش دما بیش از ۸۵ درجه، تجزیه روغن را سریع میکند و محصولات اکسیدی (در ریههای اتصالات) ایجاد میکند. به همین دلیل در آزمایشهای پارس هیدرولیک دما زیر ۷۵ °C نگه داشته میشود.
آموزش اپراتورها
بخش عمدهای از آلودگی در مونتاژ نهایی ایجاد میشود.
یک ابزار ساده مانند درپوش محافظ رزوه یا هوای فیلترشده در مونتاژ میتواند تا ۷۰٪ کاهش آلودگی ایجاد کند.
نکات تخصصی و تجربی
در سال ۱۴۰۳ واحد QC پارس هیدرولیک دو خط آزمایشی را با روغن N 68 بررسی کرد:
| واحد آزمایش | وضعیت سیال | فشار تست (بار) | مدت زمان | نتیجه نشت |
|---|---|---|---|---|
| خط A | تمیز طبق ISO 4406 (17/14/11) | 800 بار | 72 ساعت | بدون نشت |
| خط B | آلودگی متوسط (20/18/15) | 800 بار | 48 ساعت | نشتی جزئی در دو اتصال B3 و B4 |
تحلیل نهایی نشان داد که وجود فقط ۴۰۰ ذره بیشتر از ۱۰ μm در میلیلیتر روغن، میتواند سبب افت ۱۰ ٪ در استحکام آببندی شود.
آینده و ترندهای جدید در کنترل آلودگی
تا سال ۲۰۲۵، پارس هیدرولیک با استفاده از Vision Inspection 3D و سیستم های خودکار کنترل پاکیزگی، سطح آلودگی قطعات را پیش از بستهبندی بر اساس کد رهگیری سری S (اعداد تولید ۲۰۱۳ به بعد در صفحه ۳) ارزیابی میکند.
این فناوری با اسکن نوری سطح روزنه اتصال تا رزولوشن ۵ میکرون، هرگونه ذره مانده را پیش از ارسال به واحد مونتاژ تشخیص میدهد.
در آینده نزدیک نیز استفاده از سیالهای هوشمند با افزودنیهای نانو که قادرند خود ذرات را بهدام اندازند، روند غالب طراحی سیستمهای پاکیزه خواهد بود.
جمعبندی و نتیجه نهایی
آلودگی در سیستم هیدرولیک، یکی از دشمنان خاموش اما ویرانگر اتصالات است.
هر ذره، هر ذره فلزی، یا هر قطره رطوبت میتواند امنیت یک مدار پرفشار را تهدید کند.
پارس هیدرولیک با اجرای فرآیندهای نوین ضدآلودگی صفحه ۳ و مونتاژ تمیز صفحه ۹، توانسته نرخ خرابی اتصالات سری S خود (تا ۸۰۰ بار) را به کمتر از ۰٫۲ درصد کاهش دهد.
در سیستم شما نیز رعایت سه اصل زیر حیاتی است:
- پاکیزگی سیال از لحظه مونتاژ تا بهرهبرداری،
- استفاده از فیلتر روغن مناسب و تعویض دورهای،
- کنترل گشتاور و پیشمونتاژ صحیح طبق استاندارد DIN 2353.
📣 اگر بهدنبال افزایش عمر اتصالات و کاهش توقف خطوط هستید، کاتالوگ پارس هیدرولیک و جدول ابزارهای صفحه ۹ منبعی ارزشمند برای شما خواهد بود.
پرسشهای متداول (FAQ)
۱. آلودگی در سیستم هیدرولیک بیشتر از کجا وارد میشود؟
بیشتر آلودگیها در مرحلۀ مونتاژ و باز کردن اتصالات، یا از طریق فیلترهای قدیمی وارد سیستم میشوند. کوچکترین ذره براده میتواند باعث نشتی و خوردگی در رزوهها شود.
۲. آیا فقط فیلتر روغن برای حذف آلودگی کافی است؟
خیر. فیلتر روغن تنها مرحله اول است؛ تمیزی نصب، شستوشوی لولهها، و استفاده از درپوش رزوه نیز برای جلوگیری از ذرات ثانویه حیاتیاند.
۳. آیا آلودگی میتواند باعث خرابی اورینگ شود؟
بله. تماس ذرات سخت با اورینگ باعث بریدگی یا تغییر شکل آن میشود. در سیستمهای دمای بالا، ترکیب آلودگی و حرارت میتواند اورینگ Viton® را هم تخریب کند.