
وقتی شکست مکانیکی تنها یک اتفاق نیست
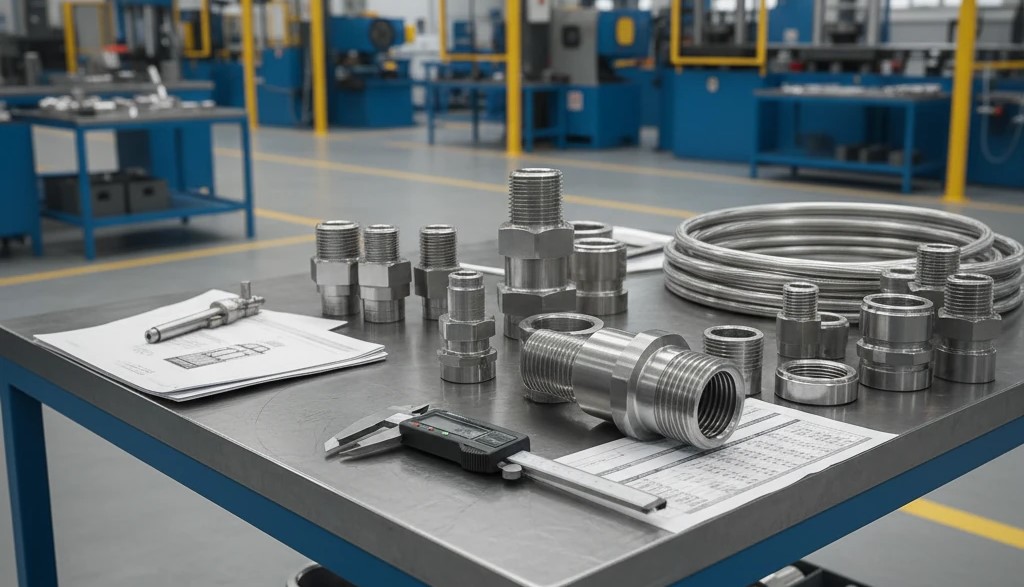
در یک سیستم هیدرولیک، اتصال نقش حیاتی در حفظ فشار و انتقال نیرو دارد. عملکرد صحیح آن شرط لازم برای ایمنی و بهرهوری سیستم است. با این حال، تنها یک پیچیدگی کوچک در طراحی، یا ترک مویی غیرقابلمشاهده، میتواند منجر به شکست اتصالات هیدرولیک شود. چنین شکستی نه تنها منجر به توقف تولید میگردد، بلکه در تجهیزات پرفشار ممکن است آسیبهای جدی انسانی نیز در پی داشته باشد.
تجربهی مهندسان پارس هیدرولیک در بیش از ۳۰ سال تولید اتصالات هیدرولیکی نشان میدهد که در اغلب موارد، خرابی زودرس اتصالات، نتیجهی ترکیبی از چند عامل مانند طراحی نادرست، فشار افزایشیافته فراتر از مقدار کاری مجاز و فرسایش تدریجی در اثر خستگی فلز است.
تعریف فنی شکست مکانیکی در اتصالات
شکست مکانیکی به حالتی اطلاق میشود که قطعه در اثر نیروهای مکانیکی حین کار (فشار داخلی، ارتعاش، تغییر دما یا خمش) توان تحمل تنشها را از دست داده و دیگر وظیفهی خود را انجام نمیدهد.
این پدیده در اتصالات هیدرولیک میتواند در سه مرحله ظاهر شود:
- ترک اولیه ( Micro‑Crack ): شروع در ناحیههای دارای تمرکز تنش، مانند رزوه یا زاویه ۲۴ درجه.
- پیشرفت ترک ( Crack Propagation ): گسترش تدریجی تحت بار چرخهای یا فشار متناوب.
- شکست نهایی ( Final Fracture ): ازهمگسیختگی ناگهانی، نشتی یا جداشدن قطعات در فشار کاری.
اهمیت شناخت علل شکست
شناخت دقیق علت شکست به مهندس امکان میدهد سیستم را بهدرستی بازطراحی یا سرویس کند.
در کاتالوگ پارس هیدرولیک (صفحه ۲) به روشنی ذکر شده است که:
۱۰ درصد از نیروی انسانی متخصص شرکت به تحقیق و کنترل کیفیت اختصاص داده شده، و از سال ۱۹۹۳ تمامی فرآیندها با بازرسیهای مکرر نهادهایی نظیر DNV و RINA طبق الزامات ISO 9001 بهروز میشوند.
این رویکرد کیفی، نهتنها برای بهبود محصول، بلکه برای پیشگیری از شکست مکانیکی در مرحله طراحی و کنترل مواد به کار میرود.
تاریخچه و پیشزمینه شکست در اتصالات
در استاندارد DIN 2353، شکستها به دلیل خستگی فلز ( Fatigue ) از دههی ۱۹۸۰ شناسایی و مطالعه شدند.
پارس هیدرولیک از سال ۲۰۱۳ مطابق صفحه ۳ کاتالوگ، اتصالاتی با ظرفیت فشار افزایشیافته تولید کرد تا با بارهای چرخهای بهتر مقابله کند. به عنوان نمونه، در سری S میزان تحمل فشار از ۶۳۰ به ۸۰۰ بار افزایش یافت.
این افزایش ۳۰ درصدی نشاندهندهی بهبود مهندسی مواد و فرآیند نقش مؤثر در کاهش نرخ شکست است.
نقش فناوری در کاهش احتمال شکست
انتخاب فولاد و عملیات حرارتی
اتصالات از فولاد C45E یا استنلس استیل AISI 316 تولید میشوند.
تغییر در روند عملیات حرارتی ( کربونیتراسیون و تمپر کنترلشده ) باعث افزایش استحکام کشش و بهبود چقرمگی میشود که ریسک شکست ناگهانی را کاهش میدهد.
فرآیند آبکاری و ضد خوردگی
طبق صفحه ۳ کاتالوگ، فرآیند آبکاری اکولوژیک ( Ecological Zinc‑Plating ) مقاومت قطعه را در محیطهای مرطوب تا ۴۸۰ ساعت تست نمک افزایش میدهد.
خوردگی سطحی در رزوهها اغلب آغازگر ترک در ناحیهی آببندی است؛ بنابراین، پوشش صحیح اولین سد دفاعی در مقابل شکست است.
انواع شکست در اتصالات هیدرولیک
شکستهای هیدرولیک از منظر مکانیکی در پنج گروه اصلی طبقهبندی میشوند:
-
شکست ناشی از فشار بیش از حد
- زمانی رخ میدهد که فشار سیال از حد مجاز جدول سری L و S (صفحه ۳ کاتالوگ) فراتر رود.
- نتیجه: شکاف در نقطهی ضعیف یا انفجار در منطقهی رزوهای.
-
شکست ناشی از خستگی فلز (Fatigue Failure)
- در اثر نیروهای تناوبی و پسماندهای پلاستیکی.
- نشانهها: ترکهای مارپیچی یا نیمدایرهای روی سطح داخلی رزوه.
-
شکست به دلیل ترک خوردگی (Cracking & Corrosion Assisted Failure)
- خوردگی تحت تنش (SSC) به ویژه در سیستمهای آبی و دریایی.
-
شکست طراحی نادرست (Design Flaw)
- انتخاب غلط زاویه، طول دنده یا تلرانس کمتر از مقدار استاندارد.
-
شکست ناشی از مونتاژ نامناسب
- گشتاور بیش از حد یا نصب بدون گریس منجر به تمرکز تنش در دم مهره میشود.
فشار بیش از حد و تأثیر آن در فرسودگی
در نمودار صفحه ۳ کاتالوگ، مقدار فشار نامی برای سری S در قطر ۶ تا ۱۰ میلیمتر، ۸۰۰ بار ثبت شده است.
اما برخی اپراتورها سیستم را برای تست در ۹۰۰ یا ۱۰۰۰ بار راهاندازی میکنند.
این فشارهای افراطی باعث به وجود آمدن خستگی کم دوره (Low Cycle Fatigue) در نواحی رزوه میشود.
در هر چرخه، ریزترکها پدید میآیند و به مرور ادغام میشوند تا در نهایت منجر به شکست میگردند.
خستگی فلز و رفتار سیکلی مواد
خستگی بزرگترین دشمن اتصالات کارخانههای پرفشار است.
هر بار افزایش و کاهش فشار در سیستم به معنای یک دفعه بارگذاری و برداشت تنش است.
فلز در مرز میان ارتجاع و پلاستیسیته رفتار میکند و پس از میلیونها چرخه، به دلیل انباشت پسماند پلاستیکی ظرفیت تحمل را از دست میدهد.
پارس هیدرولیک جهت محاسبهی این اثر، در تستهای چرخهای ( ۱۰⁵ سیکل در ۱٫۲۵ فشار کاری ) از دستگاه Fatigue Bench دارای کنترل نیروی رقابتی استفاده میکند.
ترک خوردگی و نقش محیط در شکست
در محیطهای دریایی یا کارخانههای فولاد، وجود کلر و رطوبت باعث افزایش پدیدهی «Stress Corrosion Cracking» میشود.
اتصالات برنزی یا بدون پوشش روی در این شرایط بیش از حد آسیبپذیرند.
راهکار پارس هیدرولیک در صفحه ۳ کاتالوگ (گزینه ۲) ارائه شده است: بهکارگیری آبکاری زینک‑نیکل با مقاومت افزوده، که پایداری سطحی را تا چند برابر افزایش داده است.
طراحی نادرست: منبع پنهان شکست
طراحی نادرست اغلب در دو نشانه ظاهر میشود:
۱. زاویهی ناصحیح در محل آببندی ۲۴ درجه؛
۲. طول رزوهی کوتاه در مقایسه با استاندارد ISO 8434‑1.
ریشهی این مشکل در استفاده از نقشههای غیراستاندارد یا ماشینکاری بدون کنترل CMM است. در پارس هیدرولیک، کنترل ابعاد به کمک دستگاه اندازهگیری مختصات ( CMM ) با تلرانس ۰٫۰۱ میلیمتر انجام میشود تا از تمرکز تنش جلوگیری شود.
نصب اشتباه؛ عامل انسانی شکست
بخش قابلتوجهی از خرابیها در میدان به دلیل مونتاژ غیرحرفهای رخ میدهد.
مطابق صفحه ۹ کاتالوگ، برای پیشمونتاژ سری S در قطر ۱۰ میلیمتر از ابزار “Preassembly Machine Mandrel” با کد ۱۰۰۰۱۳ تا ۱۰۰۰۷۳ استفاده میشود تا زاویهی ۲۴ درجه بهدرستی در لوله جاگذاری گردد.
چنانچه اتصال بدون ابزار مناسب یا با گشتاور بیش از حد بسته شود، رزوهها دچار کشیدگی میشوند و در نهایت در فشار کاری اسمی ترک میخورند.
مثال عملی : شکست در خط تزریق هیدرولیکی پالایشگاه
در سال ۲۰۲۳، پالایشگاه عسلویه گزارش یک شکست ناگهانی در اتصال B4 سری S ۶۳ ۰ بار را ارائه داد. آنالیز متالوگرافی نشان داد که در ناحیهی رزوه، چند ترک ریز در اثر تنش چرخهای با رزوه خشک رخ داده است.
پس از اعمال پوشش Grease سیلیکونی و تعویض اورینگها با Viton®, چنین شکستی دیگر مشاهده نشد.
نتیجهی آزمایش بعدی: افزایش دوام اتصال تا ۱۶۰ هزار سیکل در فشار اسمی.
روشهای جلوگیری از شکست اتصالات
- رعایت فشار کاری استاندارد براساس جدول صفحه ۳ کاتالوگ.
- استفاده از سیال سازگار و تغییر دما کنترلشده.
- پیشمونتاژ با ابزار اصلی پارس هیدرولیک (صفحه ۹).
- بازرسی دورهای رزوهها با گیج GO/NO‑GO.
- استفاده از پوشش ضد خوردگی زینک اکولوژیک.
- تحلیل دادههای شکست پیشین برای اصلاح طراحی.
نقش کنترل کیفیت در پیشگیری از شکست اتصالات هیدرولیک
کنترل کیفیت در پارس هیدرولیک طی سه مرحله انجام میشود:
کنترل ورودی مواد: آزمون Spectrometry و Hardness برای تجزیه ترکیب.
کنترل فرآیند: اندازهگیری سهبعدی رزوه به کمک CMM.
کنترل نهایی: تست فشار ۱٫۵ برابر فشار کاری به صورت هیدرواستاتیک.
مطابق اصول، بازرسیهای دورهای نهادهای بینالمللی DNV و RINA صحت اجرای این سیستم را تأیید کردهاند.
آینده و فناوریهای نوین پیشبینی شکست
از سال ۲۰۲۵، پارس هیدرولیک در حال پیادهسازی ماژول هوش مصنوعی در سیستم ERP است که قادر است بر اساس دادههای فشار، دما و تعداد چرخه، احتمال شکست اتصال را پیشبینی کند.
همچنین، سیستم ۳D Vision Inspection رزوهها را با دوربین های میکرومتری اسکن میکند تا ترکهای ریز تشخیص داده شده و قبل از ورود به میدان رد گردند.
جمعبندی و نتیجه نهایی
پدیدهی شکست اتصالات هیدرولیک، مجموعهای از رفتارهای مکانیکی، متالورژیکی و انسانی است.
تحلیل علت ریشهای، اجرای برنامه نگهداری پیشگیرانه و رعایت گشتاور در مونتاژ، مجموعهای از راهکارهای ارزان ولی بسیار اثربخش برای افزایش دوام بهشمار میرود.
به استناد مطالعات پارس هیدرولیک، اجرای صحیح این مراحل میتواند نرخ خرابی ناگهانی را تا ۹۵ ٪ کاهش دهد.
بنابراین، راه حل نهایی صرفاً در ساخت محصول مقاوم نیست، بلکه در نگهداری علمی و آموزش نیروی انسانی متخصص نهفته است.
📞 برای مشاوره در زمینهی تحلیل خرابی و طراحی اتصالات مقاوم، با تیم فنی پارس هیدرولیک در تماس باشید.
پرسشهای متداول (FAQ)
۱. رایجترین علت شکست اتصالات هیدرولیک چیست؟
در بیش از ۶۰ درصد موارد، خستگی فلز به علت نوسان فشار یا نصب نادرست مسئول شکست است. ریشهیابی از طریق تحلیل سطح شکست (Fractography) به شناسایی دلیل واقعی کمک میکند.
۲. چگونه میتوان از ترک خوردگی ناشی از خوردگی تحت تنش جلوگیری کرد؟
با انتخاب پوشش زینک‑نیکل یا استفاده از استیل ضدزنگ AISI 316، نگهداری در محیط خشک و کنترل pH سیال میتوان احتمال SSC را به حداقل رساند.
۳. آیا تستهای پیشمونتاژ میتواند شکست را پیشبینی کند؟
بله؛ پیشمونتاژ با دستگاه Mandrel و کنترل زاویه ۲۴ درجه مطابق صفحه ۹ کاتالوگ کمک میکند تنشهای پنهان در محل آببندی حذف شود و احتمال ترک پایین آید.