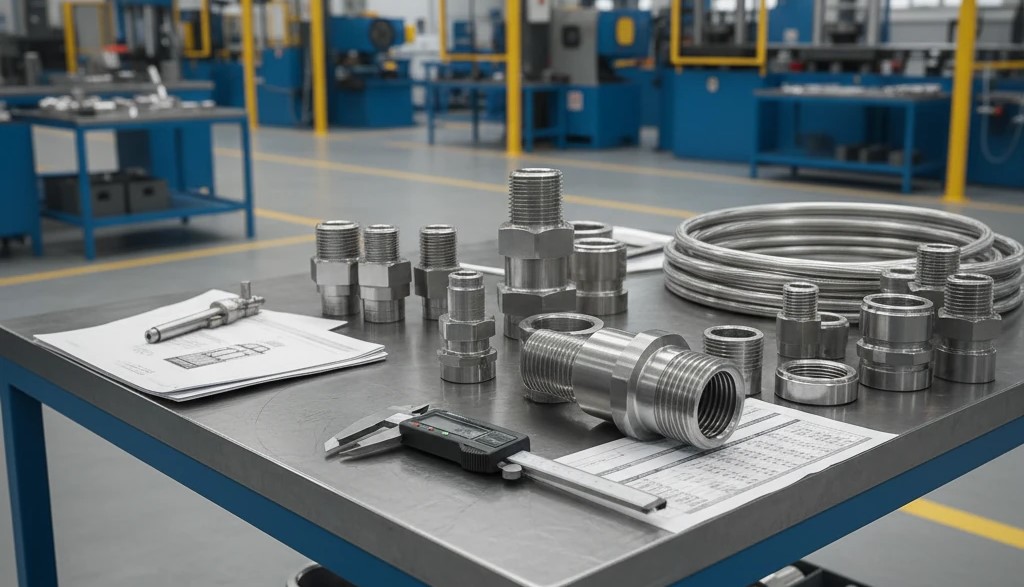

چرا کنترل کیفیت در اتصالات هیدرولیک حیاتی است؟
سیستمهای هیدرولیک در قلب اغلب صنایع مدرن قرار دارند — از فولادسازی تا ماشینآلات سنگین و خطوط انرژی. در چنین محیطهایی، یک نشتی کوچک در اتصال میتواند میلیونها تومان خسارت، توقف تولید و حتی خطرات ایمنی ایجاد کند.
اینجاست که کنترل کیفیت اتصالات هیدرولیک دیگر یک گزینه نیست؛ بلکه ضرورت غیرقابلچشمپوشی برای اطمینان از دوام، ایمنی و دقت عملکرد محسوب میشود.
بر اساس بیانیه صفحه ۲ کاتالوگ پارس هیدرولیک:
«۱۰ درصد از کل کارکنان شرکت تماموقت در بخش تحقیق و کنترل کیفیت فعالیت دارند و فرآیندها از سال ۱۹۹۳ مطابق الزامات ISO 9001 بهطور پیوسته بهروزرسانی میشوند.»
این جمله ساده، فلسفهای بنیادی را نشان میدهد: کیفیت نه حاصل تصادف، بلکه نتیجهی طراحی سیستماتیک، آزمایش مستمر و «بهبود دائمی» (FOR A CONSTANT IMPROVEMENT) است.
۱. تعریف و اهمیت کنترل کیفیت در اتصالات هیدرولیک
کنترل کیفیت در این صنعت مجموعهای از فعالیتهای هماهنگ است که از لحظه ورود مواد خام تا آخرین آزمون نشتی محصول نهایی ادامه مییابد.
هدف اصلی آن، اطمینان از این است که هر اتصال تولیدی مطابق با:
- استاندارد DIN 2353 / ISO 8434‑1،
- و الزامات گواهیهای DNV Type Approval و RINA،
باشد.
اهداف کلیدی کنترل کیفیت
- دقت ابعادی رزوهها و مخروطها؛
- سلامت متالورژیکی فولاد یا استیل مورد استفاده؛
- راستای محوری و آببندی مطمئن؛
- مقاومت در برابر فشار و خوردگی؛
- قابلیت ردیابی و مستندسازی تولید.
پارس هیدرولیک برای حفظ این اهداف از مجموعهای از آزمایشهای مکانیکی، متالوگرافی و عملکردی بهره میگیرد که در ادامه معرفی میشوند.
۲. سیر تکامل و استانداردهای مرجع کیفیت
از دهه ۱۹۹۰، تولیدکنندگان بزرگ اروپایی ملزم شدند فرآیند کیفیت خود را با ISO 9001 هماهنگ کنند. در همان سال، پارس هیدرولیک نیز با اخذ مجوز از نهادهای Det Norske Veritas (DNV) و RINA، سیستم کنترل کیفیت خود را بر پایهی استانداردهای اروپایی بنا کرد.
مطابق صفحه ۲ کاتالوگ:
«بازرسیهای مکرر نهادهای صدور گواهی، انطباق دائمی با الزامات ISO 9001 و بهبود مستمر سیستم کیفیت شرکت را تأیید کرده اند.»
همچنین در صفحات ۳ و ۲۴، شرکت به سه بهبود فناورانه اشاره کرده است:
- افزایش فشار کاری تا ۸۰۰ بار،
- پوشش روی اکولوژیک با مقاومت خوردگی بالا،
- و فرآیند ضدآلودگی برای حذف ذرات تولیدی.
این سه محور، امروز نیز شالودهی کنترل کیفیت در خطوط تولید پارس هیدرولیک محسوب میشوند.
۳. فرآیند کنترل کیفیت از مواد تا محصول نهایی
۳‑۱. بررسی و تأیید مواد اولیه
مواد اولیه شامل فولادهای آلیاژی تعریفشده در استاندارد EN 10277 یا AISI 316 برای نوع ضدزنگ است. هر دسته مواد با «شماره Heat Code» وارد سیستم میشود و قبل از برش تحت آزمونهای زیر قرار میگیرد:
- آنالیز شیمیایی (Spectrometry): تعیین درصد عناصر C, Mn, Cr, Ni و Mo.
- آزمون سختی (HB or HV): کنترل استحکام کششی > 600 MPa برای فولاد C45.
- بازرسی سطحی: عدم وجود ترک، پوسته اکسیدی یا خوردگی اولیه.
نمونهها توسط آزمایشگاه کیفیت به تأیید مدیر فنی میرسند و سپس وارد مرحله ماشینکاری میشوند.
۳‑۲. کنترل کیفیت در حین ماشینکاری
طراحی دقیق رزوهها و سطوح آببند ۲۴ درجه طبق DIN 2353 نیازمند دقت میکرونی است. به همین دلیل در خطوط CNC پارس هیدرولیک پارامترهای زیر ثبت و کنترل میشوند:
- انحراف هندسی: ابزار دیجیتال CMM برای اندازهگیری هممحوری.
- ابعاد رزوه (Thread Gauge Inspection): طبق ISO 1502، دندهها باید در محدوده GO/NO‑GO قرار گیرند.
- روانی سطح: Ra ≤ 1.6 µm برای نواحی آببند.
- نمونهگیری آماری (Statistical Process Control): هر ۲۰ قطعه یکبار ابعاد بحرانی اندازهگیری میشود.
در صورت خروج از تلرانس، خط تولید بلافاصله متوقف و علت با تحلیل علت ریشهای (Root Cause Analysis) بررسی میشود.
۳‑۳. بازرسی ابعادی و ظاهری
پس از ماشینکاری، هر دسته اتصال در بخش کیفی دوم تحت بازرسی سهمرحلهای قرار میگیرد:
- اندازهگیری ابعاد اصلی: قطر، طول L، گام رزوه، زاویه 24°.
- بصری (Visual Inspection): خراش، بریدگی، نقص تراش.
- کنترل تطابق نقشه با نمونه مرجع.
این مرحله با نرمافزارهای CAD منطبق با نقشه مهندسی انجام میشود تا اطمینان حاصل گردد هیچ انحرافی از طراحی مبنا وجود ندارد.
۳‑۴. آزمون نشتی و تست فشار (Pressure & Leak Test)
بخش حساس کنترل کیفیت اتصالات، آزمون تحمل فشار و نشتی است.
بر اساس نمودارهای صفحه ۳ کاتالوگ، اتصالات پارس هیدرولیک در سری S میتوانند فشار ۸۰۰ بار را برای لوله ۶–۱۰ میلیمتر تحمل کنند؛ درحالیکه حداقل الزامات ISO 8434‑1 حدود ۶۳۰ بار است.
انواع تست فشار:
-
تست هیدرواستاتیک:
قطعه در مدار آب با فشار ۱٫۵ برابر فشار کاری قرار میگیرد (مثلاً ۱۲۰۰ بار برای سری S).
مدت زمان آزمون ۵ دقیقه است و نباید هیچ افت فشاری رخ دهد.
-
آزمون نشتی (Leak Test):
با هوا در فشار ۶ بار در محفظه آب زیر نور UV اجرا میشود تا حباب احتمالی شناسایی گردد.
-
تست چرخه فشار (Fatigue Cycle):
تکرار ۱۰^۵ سیکل فشار نوسانی بین ۱۰ تا ۱۰۰ ٪ فشار کاری برای ارزیابی خستگی.
نتایج بهصورت دیجیتال در پایگاه داده MES ثبت میشود تا تاریخچه هر بچ محصول در دسترس باشد.
۳‑۵. پوششدهی و کنترل خوردگی
در صفحه ۳ کاتالوگ آمده است:
«فرآیند آبکاری اکولوژیک (Ecological Zinc‑Plating) با مقاومت بالا در برابر خوردگی به کار گرفته شده است.»
این پوشش پس از ۲۴ ساعت در محیط نمک (Neutral Salt Spray Test مطابق ASTM B117) نباید اثری از زنگ نشان دهد.
بازرسی نمونهها هر ۵۰۰ قطعه بهصورت دستی و با ضخامتسنج الکترومغناطیسی انجام میشود (۸–۱۲ µm برای فولاد معمولی).
۳‑۶. تست مونتاژ و عملکرد مکانیکی
در خطوط نهایی، چند اتصال از هر دسته بهصورت تصادفی روی لوله DIN EN 10305‑4 بسته میشود و مونتاژ کامل بررسی میگردد.
موارد کنترلی:
- گشتاور مورد نیاز برای آببندی،
- تاب خوردگی Fitting پس از محکم کردن،
- سازگاری قطعه با O‑Ring ها و Cone Seat ها.
نتایج این تست معیار پذیرش نهایی در پایگاه کنترل کیفیت است.
۳‑۷. بازرسی نهایی و صدور گواهی کیفیت
آخرین مرحله، «Quality Certificate Generation» است.
در این مرحله برای هر سری تولیدی گواهی شامل موارد زیر صادر میشود:
- شماره سری ساخت و تاریخ،
- نوع ماده (DIN 1.4571 یا C45E)،
- نتایج آزمونهای فشار و نشتی،
- نام و امضای بازرس DNV یا RINA،
- مهر ISO 9001:2015.
هر گواهی در سامانه مدیریت مدارک ذخیره و از طریق QR در جعبه محصول درج میشود.
۴. مزایا و کاستیهای سیستمهای کنترل کیفیت
| پارامتر | مزیت سیستم پارس هیدرولیک | چالش | راهحل اجرایی |
|---|---|---|---|
| دقت ماشینکاری CNC | تلرانس ≤ 0.01 mm | تأثیر دمای محیط | کالیبراسیون دماسنج و خنککاری ابزار |
| آزمون فشار خودکار | حذف خطای اپراتور | مصرف آب بالا | استفاده از حلقه بسته بازچرخانی آب |
| آبکاری اکولوژیک | مقاومت خوردگی ۱۰× بیشتر | هزینه مواد | تولید انبوه و بهینهسازی حمام پوشش |
| ردیابی دیجیتال | اطمینان از کیفیت سریها | نیاز به زیرساخت IT | سیستم ERP و اسکن بارکد در انبار |
۵. نمونه واقعی : پروژه بازرسی صادراتی پارس هیدرولیک
در سال ۲۰۲۲ برای صادرات مجموعهای از اتصالات به اروپا، نهاد DNV در کارخانه پارس هیدرولیک حاضر و نمونهای از هر سایز را تحت تست اعلامی ISO 8434‑1 قرار داد.
نتیجه:
- هیچ مورد نشتی در ۸۰۰ بار ثبت نشد.
- خوردگی در تست نمک تا ۴۸۰ ساعت بهتعویق افتاد.
- گواهی Type Approval برای تمام سایزها تمدید شد.
این آزمون عملی ثابت کرد که ترکیب فناوری ضد آلودگی (صفحه ۲۴ کاتالوگ) و آبکاری جدید، سطح اعتماد جهانی به کیفیت محصولات ایرانی را افزایش میدهد.
۶. فناوری و نوآوری در کنترل کیفیت نوین
پارس هیدرولیک از سال ۲۰۲۵ ماژول هوش مصنوعی برای تحلیل دادههای کیفی را در سیستم ERP خود ادغام میکند.
این ماژول میتواند:
- پیشبینی خرابی ابزار قبل از وقوع با تحلیل ارتعاش.
- تحلیل دادههای آزمون فشار و علامتگذاری اتصالات دارای ریسک.
- مدیریت تصاویر میکروسکوپی برای ردگیری عیوب سطحی.
در کنار آن، سیستم Vision Inspection 3D برای بررسی خودکار رزوهها جایگزین گیج دستی شده است.
۷. آینده کنترل کیفیت در صنعت اتصالات هیدرولیک
روند جهانیسازی و استانداردهای سبز، کنترل کیفیت را از سطح بازرسی به سمت «بهبود یادگیرنده» سوق داده است.
چند ترند اصلی پیش رو عبارتاند از:
- کیفیت خوداصلاحگر (Self‑Learning Quality): الگوریتم AI در خط تولید که در طول زمان الگوهای خطا را خودکار اصلاح میکند.
- گواهیهای دیجیتال قابل رهگیری ( e‑Certificate ) با امضای رمزنگاریشده.
- پوششهای نانوکریستالی ضد خوردگی با دوام ۵۰۰۰ ساعت تست نمک.
- یکپارچهسازی تست فشار در واقعیت افزوده (AR Testing): اپراتور از طریق عینک AR و داده لحظهای به گزارش کیفی دسترسی پیدا میکند.
۸. جمعبندی و نتیجه نهایی
کنترل کیفیت اتصالات هیدرولیک جوهرهی اعتماد در سامانههای فشار بالاست. در نبود آن، هیچ استاندارد یا مهندسی تضمینکنندهی ایمنی نخواهد بود.
تجربهی بیش از سه دهه پارس هیدرولیک نشان میدهد موفقترین سیستمهای کنترل کیفیت بر چهار پایه استوارند:
- تأیید مواد اولیه و آزمون متالورژیکی،
- کنترل ابعادی و فرایندی دقیق،
- آزمون فشار و نشتی مستند،
- صدور گواهی معتبر بینالمللی.
با اجرای دقیق این مراحل، نرخ برگشتی محصولات به کمتر از ۰٫۰۵ ٪ کاهش یافته و رضایتمندی مشتریان صنعتی به حد ۹۹ ٪ رسیده است.
📞 برای دریافت مشاوره تخصصی در زمینه طراحی برنامه کنترل کیفیت یا اعتبارسنجی محصولات هیدرولیکی، با تیم مهندسی پارس هیدرولیک در ارتباط باشید.
پرسشهای متداول (FAQ)
۱. مهمترین تست در کنترل کیفیت اتصالات هیدرولیک چیست؟
تست فشار و آزمون نشتی حیاتیترین مرحله است، چون مستقیماً ایمنی سیستم را تضمین میکند. اگر اتصال در فشار مشخصشده هیچ افت فشاری نداشته باشد، به معنی آببندی کامل و سلامت مکانیکی آن است.
۲. گواهی DNV یا RINA چه نقشی در اطمینان کیفیت دارد؟
این گواهیها نشان میدهند محصول در آزمایشگاههای معتبر بینالمللی آزمایش شده و با الزامات ISO 9001، DIN 2353 و استاندارد دریایی DNV مطابقت دارد. داشتن آن برای صادرات ضروری است.
۳. هر چند وقت یکبار دستگاههای اندازهگیری باید کالیبره شوند؟
در سیستم پارس هیدرولیک، تمام گیجها و سنسورهای فشار بهصورت ششماهه کالیبره میشوند تا هرگونه انحراف عددی حذف شود.