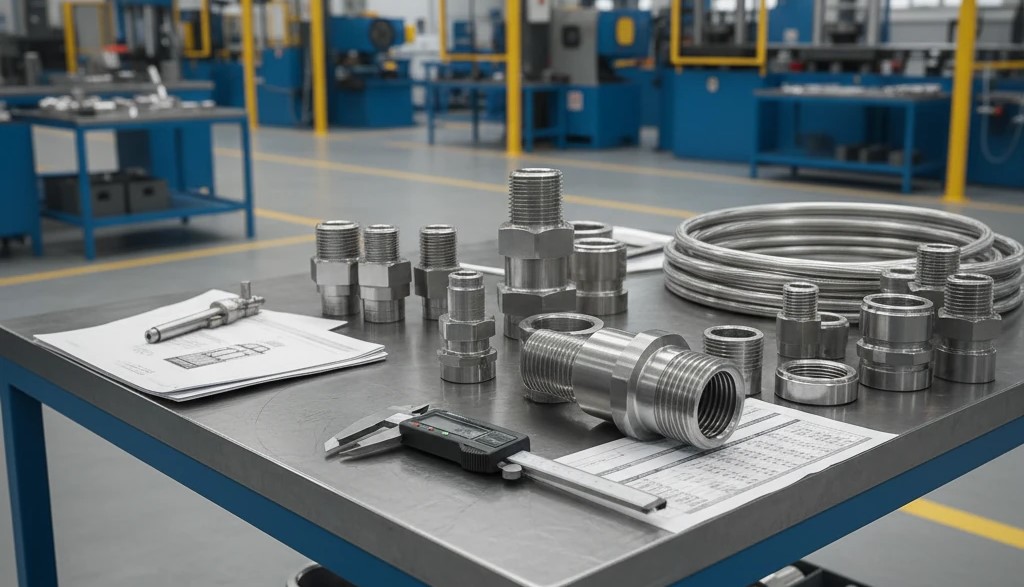

در خطوط فرآوری و بستهبندی صنایع غذایی و دارویی، هر میلیمتر از سطوح داخلی تجهیزات باید با دقت بهداشتی طراحی شود. زیرا کوچکترین زبری یا درز میتواند محیطی مناسب برای تجمع باکتریها، قارچها و آلودگیهای میکروبی فراهم کند. از اینرو، فیتینگ صنایع غذایی (Hygienic Fittings) تنها یک قطعه برای اتصال لوله نیست؛ بلکه عنصر حیاتی در تضمین ایمنی محصول نهایی محسوب میشود.
اتصالاتی که در صنایع شیری، نوشیدنیها، داروسازی یا تولید سس و کنسرو مورد استفاده قرار میگیرند، باید مطابق سختگیرانهترین استانداردهای اروپایی مانند DIN 11851، ISO 2852 و 3‑A Sanitary Standards ساخته شوند. در این مقاله، اصول طراحی، انتخاب متریال، جوشکاری و نگهداری فیتینگهای بهداشتی را بهصورت جامع بررسی میکنیم.
اهمیت فیتینگهای بهداشتی در خطوط فرآوری صنایع غذایی
نقش حیاتی در ایمنی محصول
در هر کارخانه لبنی یا دارویی، سیستم پایپینگ مانند رگهای بدن انسان است و فیتینگها مفاصل حیاتی آن بهشمار میآیند. وظیفه آنها انتقال سیالات بدون آلودگی، بدون نشتی و با حداکثر تمیزی سطح داخلی است.
بر اساس گزارش سال 2023 سازمان EHEDG (European Hygienic Engineering & Design Group)، بیش از ۴۰٪ منابع آلودگی ثانویه در صنایع غذایی از بخش اتصالات و فیتینگها ناشی میشود. بنابراین توجه به طراحی بهداشتی، انتخاب متریال مناسب و فرآیند نصب اصولی، میتواند کیفیت محصول نهایی را حفظ کرده و هزینههای شستوشو (CIP/SIP) را تا ۳۰٪ کاهش دهد.
آشنایی با انواع اتصالات بهداشتی در صنایع غذایی
۱. فیتینگهای Tri‑Clamp (کلمپی)
این نوع اتصال پرکاربردترین گزینه در کارخانههای لبنی و نوشیدنی است. فیتینگ Tri‑Clamp از سه جزء تشکیل میشود:
- دو فلنج نر و ماده با لبهی صیقلی،
- یک واشر سیلیکونی یا EPDM،
- و یک گیرهی استیل برای قفل شدن سریع.
ویژگیها:
- قابلیت اتصال و جداسازی سریع بدون ابزار؛
- تمیزکاری آسان با حداقل نقاط مرده (Dead Zone)؛
- مقاومت بالا در برابر فشار تا 20 bar در سایزهای بزرگ.
۲. فیتینگ شیر دوش و صنایع شیری (Milk Fittings, DIN 11851)
این استاندارد برای سیستمهای لولهکشی صنایع لبنی طراحی شده است. اتصال شامل نازل مخروطی، مهره گرد، اورینگ و بوشینگ است. سطح داخلی فیتینگ باید دارای زبری Ra ≤ 0.8 µm باشد تا از تهنشینی باکتری جلوگیری کند.
فیتینگ شیری در خطوط انتقال شیر پاستوریزه، دوغ و ماستمایع کاربرد دارد و معمولاً از استنلس استیل 316 L ساخته میشود.
۳. فیتینگهای جوشی و دندهای بهداشتی
در محدودههایی که نیاز به پیوستگی کامل در لولهکشی وجود دارد (مانند خطوط CIP یا انتقال دارویی)، از اتصالات جوشی با فرآیند جوش آرگون (TIG) استفاده میشود.
جوش آرگون باعث میشود درز اتصال ذوبی بدون سرباره، بدون آلودگی و با ساختار همگن بین دو لوله برقرار شود. پس از جوشکاری، عملیات Passivation و Polishing Mirror Finish انجام میگیرد تا سطح داخلی براق و بدون زبری گردد.
متریال سازنده فیتینگهای بهداشتی
فولاد ضدزنگ استنلس استیل (304/316/316L)
بیشتر فیتینگهای صنایع غذایی از جنس 316L Stainless Steel هستند. دلیل اصلی این انتخاب عبارت است از:
- مقاومت بالا در برابر خوردگی اسیدی و شیمیایی؛
- قابلیت استریل مکرر در فرآیندهای SIP (Steam‑in‑Place)؛
- جوشپذیری عالی در فرآیند آرگون؛
- عدم واکنش با مواد غذایی یا دارویی.
316L بهدلیل درصد پایینتر کربن، خطر رسوبات کربیدی را کاهش داده و از ترک خوردگی بین دانهای جلوگیری میکند.
متریالهای اورینگ و سیل (Elastomers)
اورینگها نقش حیاتی در آببندی فیتینگها دارند و باید در تماس مستقیم با مواد غذایی ایمن باشند:
- EPDM: مناسب برای دماهای تا ۱۳۰ °C و مقاوم در برابر بخار.
- FKM (Viton): مقاوم در برابر روغنها و چربیها.
- PTFE (Teflon): انتخاب عالی برای محیطهای شیمیایی یا فرایند دارویی.
تمامی این مواد باید گواهینامه FDA 21CFR177.2600 داشته باشند.
فرآیند پولیش و تکمیل سطح داخلی فیتینگها
چرا صافی سطح در فیتینگ صنایع غذایی اهمیت دارد؟
در خطوط لبنی یا سسسازی، چربیها و قندها در صورت وجود زبری سطح جذبشده و لایههای چسبندهای ایجاد میکنند که منبع آلودگی میشود. بنابراین استانداردهای اروپا و آمریکا تأکید دارند:
- زبری سطح داخلی نباید از Ra = 0.8 µm تجاوز کند؛
- برای صنایع دارویی حتی به حد Ra = 0.4 µm Ultra Polish کاهش مییابد.
این سطح بهوسیله فرآیندهای Mechanical Polishing، سپس Electropolishing و نهایتاً Passivation به دست میآید.
استانداردها و الزامات طراحی بهداشتی
استاندارد DIN 11851
یکی از مهمترین استانداردها برای اتصالات بهداشتی اروپا است که شامل ابعاد، تلرانس و جنس مواد برای اتصالات شیر دوش میشود. قطر اسمی DN ۱۰ تا DN ۱۵۰ و جنس معمول 1.4301 یا 1.4404.
الزامات کلیدی DIN 11851:
- طراحی بدون فضای مرده؛
- شعاع داخلی حداقل 3 mm برای گردش کامل مایع؛
- قابلیت جداسازی و ضدعفونی آسان.
استاندارد 3‑A Sanitary و EHEDG
در محصولات غذایی صادرشده به اروپا یا آمریکا، تولیدکنندگان موظفاند از فیتینگهای دارای تأییدیه 3‑A Sanitary استفاده کنند. این استاندارد نشان میدهد که اتصال، از طراحی گرفته تا پرداخت نهایی، همه مطابق معیارهای بهداشتی بوده است.
گواهی EHEDG نیز نشاندهنده تطابق طراحی با الزامات تمیزی در فرآیندهای CIP/SIP است.
جوشکاری بهداشتی و اصول اجرای اتصالات
نقش جوش آرگون (TIG Welding)
فرآیند جوشکاری در اتصالات بهداشتی بسیار حساس است. هدف حذف کامل حفرهها و ایجاد جوش صاف و یکدست است.
جوش آرگون با گاز محافظ Argon 99.99 انجام میشود تا اکسیژن و نیتروژن در منطقه ذوب نفوذ نکند. پس از جوشکاری مراحل زیر ضروری است:
- برسکاری سطحی و حذف اکسید؛
- Passivation با اسید نیتریک یا سیتریک؛
- پولیش مکانیکی تا رسیدن به سطح Ra ≤ 0.8 µm.
در بسیاری از کارخانهها، جوشهای انجامشده با بوروسکوپ بررسی و مستندسازی میشوند تا قابلیت ردیابی (Traceability) فیتینگ حفظ گردد.
الزامات شستوشو، استریلسازی و نگهداری
سیستم CIP و SIP در خطوط غذایی
CIP (Clean‑In‑Place) به معنای شستوشوی خودکار بدون بازکردن خط است. فیتینگهای بهداشتی باید طوری طراحی شوند که جریان محلول شوینده در تمام سطح آنها گردش داشته باشد و هیچ نقطه مردهای باقی نماند. ترکیبات معمول محلول شوینده:
- NaOH 2% در دمای 80 °C برای حذف چربی؛
- HNO₃ 1% برای از بین بردن رسوبات معدنی.
فرآیند SIP (Steam‑in‑Place) نیز با بخار 121 °C برای استریل کردن سیستم بعد از هر شیفت انجام میشود.
جمعبندی ویژگیهای فنی فیتینگ صنایع غذایی
| ویژگی | توضیحات | استاندارد مرجع |
|---|---|---|
| جنس بدنه | استنلس استیل 316 L پولیششده | DIN 11850 / ASTM A270 |
| نوع اتصال | Tri‑Clamp، جوشی یا رزوهای بهداشتی | ISO 2852 / DIN 11851 |
| زبری سطح | Ra ≤ 0.8 µm (غذایی) / 0.4 µm (دارویی) | EHEDG / 3‑A |
| اورینگ | EPDM، FKM، PTFE با تأییدیه FDA | FDA 21CFR177 |
| تست فشار | تا 25 bar | EN 12266 |
| فرآیند جوش | آرگون TIG به صورت آتمسفر محافظ | ASME BPE |
مطالعه موردی: ارتقای بهداشت در خط شیر پاستوریزه
در واحد فرآوری لبنیات بندرعباس، نشتهای مکرر در اتصالات رزوهای باعث افزایش بار میکروبی شده بود. پس از جایگزینی فیتینگهای رزوهای قدیمی با سیستم Tri‑Clamp 316L پولیش Ra 0.6 µm، زمان شستوشوی CIP از ۹۰ دقیقه به ۵۰ دقیقه کاهش یافت و مصرف مواد شوینده ۲۰٪ کمتر شد. این نمونه ثابت کرد که انتخاب فیتینگ صحیح، تأثیر مستقیم بر بهرهوری و بهداشت محصول دارد.
نقش بازرگانان و واردکنندگان در تأمین فیتینگ بهداشتی
بازار خاورمیانه عمدتاً متکی بر واردات فیتینگ از برندهای معتبر اروپایی و آسیایی است. در سال ۱۴۰۴، بیش از ۶۵٪ فیتینگ صنایع غذایی ایران از کشورهای چین، ایتالیا و کره تأمین شده است.
اما توجه به گواهیهای اصالت (Material Certificate / EN 10204 3.1) و علامتگذاری Heat Number در هنگام واردات ضروری است تا قابلیت ردیابی و اطمینان از جنس متریال حفظ شود.
در خرید از دبی یا بنادر جنوبی، توصیه میشود به فروشندگان دارنده گواهی DIN / 3‑A Authorized Supplier مراجعه شود.
روندهای نوین در طراحی فیتینگ بهداشتی
- Electropolishing Plus: حذف کامل زبری با روش الکترولیتی تا Ra 0.25 µm.
- Laser Marking Traceability: درج کد QR روی هر فیتینگ جهت ردیابی دقیق.
- Weldless Connectors: نسل جدید اتصالات بدون نیاز به جوش، مناسب خطوط دارویی.
- Robotic CIP Design: تمیزکاری خودکار با بازوی رباتیک در خطوط حجیم نوشیدنی.
این فناوریها موجب کاهش توقف تولید، صرفهجویی انرژی و پایداری بالاتر فرآیند میشوند.
نتیجهگیری
فیتینگ صنایع غذایی فراتر از یک قطعه فلزی است؛ این اتصال نقطهی تلاقی مهندسی، بهداشت و کیفیت نهایی محصول محسوب میشود.
انتخاب فیتینگ استنلس استیل 316 L با سطح پولیششده، اجرای صحیح جوش آرگون، رعایت استاندارد DIN 11851 و الزامات EHEDG، تضمینکننده سلامت مجموعه تولید است.
سرمایهگذاری در خرید فیتینگهای باکیفیت و نگهداری اصولی آنها، منجر به کاهش توقف خط، افزایش عمر سیستم و رعایت الزامات صادراتی خواهد شد.
فراخوان اقدام
برای دریافت مشاوره تخصصی و استعلام قیمت فیتینگ صنایع غذایی، اتصالات بهداشتی و فیتینگ استیل صنایع شیری مطابق استانداردهای DIN و 3‑A، با کارشناسان فنی پارس هیدرولیک تماس بگیرید. تیم مهندسی ما آماده ارائه راهکارهای اختصاصی متناسب با نوع فرآیند و ظرفیت تولید شما است.