
در هر سیستم هیدرولیکی، کوچکترین نشتی میتواند هزینههای سنگینی در پی داشته باشد؛ از افت فشار و عملکرد تا آتشسوزی و از کارافتادگی تجهیزات. در بیش از ۷۰٪ موارد خرابی اتصالات هیدرولیک، علت اصلی بستن غیر اصولی با گشتاور نادرست است. به بیان سادهتر، اگر اتصال به اندازه کافی محکم نشود، نشتی بهوجود میآید؛ و اگر بیش از حد سفت شود، رزوهها یا حلقههای برشی آسیب میبینند.
در این مقاله جامع که توسط تیم فنی پارس هیدرولیک بر اساس استانداردهای DIN 2353 و دادههای فنی استخراجشده از کاتالوگ بینالمللی CAST CAT تدوین شده، همه چیز را در مورد گشتاور مجاز بستن اتصالات، نحوه استفاده از آچار ترکمتر، روش مونتاژ صحیح و جدول کامل گشتاور استاندارد برای سریهای سبک (L) و سنگین (S) خواهید آموخت.
گشتاور بستن اتصالات چیست؟
گشتاور بستن (Torque Tightening) مقدار نیروی چرخشی است که برای سفت کردن یک پیچ، مهره یا اتصال رزوهای به کار میرود و معمولاً بر حسب نیوتنمتر (Nm) یا پوند بر اینچ (lbf·in) اندازهگیری میشود.
در سیستمهای هیدرولیکی، گشتاور بستن باید به اندازهای باشد که:
- سطحهای آببندی به خوبی درگیر شوند،
- رزوهها در حد ایمن کشیده شوند،
- از تغییر شکل (Deformation) جلوگیری شود.
اگر اتصال با گشتاور مناسب سفت نشود، آببندی کامل نمیشود و نشتی رخ میدهد.
اگر بیش از حد سفت شود، دندانههای رزوه برش میخورند یا مخروط فلزی تغییر شکل پیدا میکند — در نتیجه، اتصال دیگر هرگز به طور ایمن آببندی نخواهد شد.
چرا رعایت گشتاور بستن صحیح در اتصالات هیدرولیک حیاتی است؟
سیستمهای هیدرولیکی با فشار کاری بین 200 تا 800 بار کار میکنند. در این فشارها، کوچکترین لغزش در آببندی باعث فوران روغن تحت فشار و حتی خطر جانی برای اپراتور میشود.
رزوهها در این اتصالات نه تنها وظیفه اتصال مکانیکی را دارند بلکه در بسیاری موارد، نقش مستقیم در آببندی فشار را نیز ایفا میکنند. بنابراین، مونتاژی دقیق و کنترل شده با آچار ترکمتر یکی از شاخصهای کیفیت در نصب اتصالات صنعتی است.
سه اثر نادرست بستن غیر استاندارد:
| نوع خطا | نتیجه | پیامد فنی |
|---|---|---|
| بستن کمتر از گشتاور مجاز (Under-tightening) | عدم آببندی کامل | نشتی در فشار بالا |
| بستن بیش از حد (Over-tightening) | له شدن زیتون یا تغییر شکل مخروط | شکست رزوه یا ترک بدنه |
| گشتاور ناموزون بین اتصالات مجاور | فشار ناهمسان روی لوله یا حلقه برشی | خستگی مکانیکی و نشت تدریجی |
اصول علمی گشتاور و تنش در رزوهها
هنگامی که پیچ یا مهره سفت میشود، بخش اعظم گشتاور صرف غلبه بر اصطکاک بین رزوهها و سطح تماس میگردد. بر اساس تحلیلهای استاندارد ANSI B18.16M:
- حدود 50% گشتاور صرف غلبه بر اصطکاک زیر سر مهره،
- حدود 40% صرف اصطکاک بین دندانهها،
- و فقط حدود 10% منجر به تنش محوری واقعی میشود که نیروی گیرهبندی را ایجاد میکند.
بنابراین هر عاملی که اصطکاک را تغییر دهد (روغنکاری، زبری سطح، پوشش گالوانیک، آلودگی، زنگزدگی) مستقیماً روی گشتاور واقعی اثر میگذارد.
در محصولات پارس هیدرولیک که دارای پوشش Zinc–Nickel (Zn–Ni) هستند، ضریب اصطکاک کنترل شده بوده و برای محاسبه گشتاور دقیق در آزمونهای داخلی شرکت لحاظ شده است.
استانداردهای مرجع در تعیین گشتاور مجاز
گشتاور بستن اتصالات هیدرولیک بر اساس استانداردهای زیر تعیین میشود:
- DIN 3859 / DIN 2353 / ISO 8434-1 – برای اتصالات فشاری (Compression Fittings)
- SAE J514 / ISO 6162 – برای اتصالات فلنجی
- ISO 1179 / ISO 9974 – برای رزوههای موازی و مخروطی
- ASME B31.3 – برای لولهکشی تحت فشار
در ساختار DIN 2353، دو سری فشار تعریف شده است:
- سری L (Light duty): تا فشار کاری 500 بار
- سری S (Strong / Heavy duty): تا فشار کاری 800 بار
این دو سری نه تنها در ضخامت دیواره و قطر خارجی، بلکه در گشتاور بستن مجاز نیز تفاوت دارند.
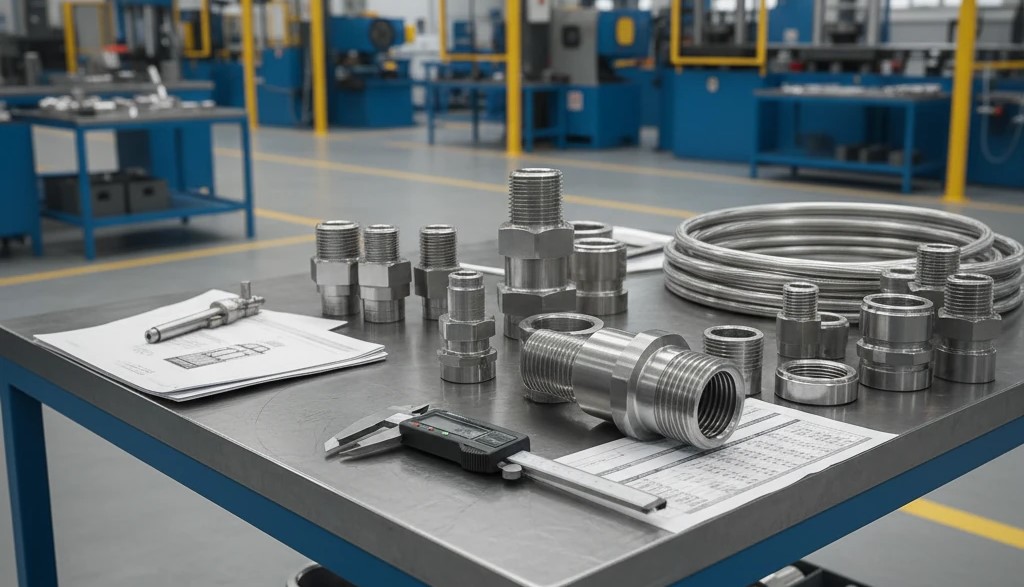
ابزار دقیق برای بستن اتصالات
برای اطمینان از بستن صحیح، استفاده از ابزار مناسب ضروری است:
آچار ترکمتر (Torque Wrench)
ابزاری است با قابلیت تنظیم مقدار گشتاور مورد نیاز که امکان سفت کردن دقیق بر اساس مقدار استاندارد را فراهم میکند.
انواع آچار ترکمتر:
- مکانیکی (Click Type) – با صدای “کلیک” در گشتاور مشخص.
- دیجیتال (Electronic Type) – با نمایشگر عددی و دقت بالا.
- زاویهای (Angle Torque) – جهت کنترل گشتاورهای مرحلهای در مونتاژ دقیق.
در خطوط مونتاژ گروه پارس هیدرولیک، آچارهای دقیق Norbar و Stahlwille مورد استفاده قرار میگیرند تا تلورانس گشتاور در محدوده ±4٪ باقی بماند.
مراحل نصب و مونتاژ صحیح اتصال هیدرولیک
یک مونتاژ حرفهای در سه مرحله انجام میشود:
-
پیشمونتاژ روی ابزار مخصوص (Preassembly):
- برای اتصالات DIN 2353، زیتون (Cutting Ring) با استفاده از دستگاه پیشمونتاژ مخصوص روی لوله نصب میشود.
- مقدار گشتاور یا زاویه بستن مطابق جدول کارخانه انجام میشود.
-
مونتاژ نهایی روی سیستم:
- پس از اطمینان از نشستن صحیح رینگ، لوله و بدنه اتصال در محل نهایی محکم میشوند.
- از آچار ترکمتر برای بستن مهره نهایی استفاده میشود.
-
تست فشار (Pressure Test):
- سیستم در فشار 1.5 برابر فشار کاری آزمایش میشود تا از عدم نشتی اطمینان حاصل گردد.
جدول گشتاور مجاز بستن اتصالات (Torque Value Table)
جدول زیر بر اساس دادههای کاتالوگ فنی CAST (صفحات 33 تا 39) و آزمونهای داخلی پارس هیدرولیک تهیه شده است.
گشتاور بستن مهرههای سری L (سبک) – استاندارد DIN 2353
| قطر لوله (mm) | رزوه مهره | گشتاور پیشمونتاژ (Nm) | گشتاور نهایی (Nm) | فشار کاری (bar) |
|---|---|---|---|---|
| 6 | M12×1.5 | 15 | 25 | 500 |
| 8 | M14×1.5 | 20 | 35 | 500 |
| 10 | M16×1.5 | 25 | 40 | 500 |
| 12 | M18×1.5 | 40 | 55 | 400 |
| 15 | M22×1.5 | 50 | 70 | 400 |
| 18 | M26×1.5 | 65 | 90 | 400 |
| 22 | M30×2 | 90 | 130 | 250 |
| 28 | M36×2 | 130 | 180 | 250 |
| 35 | M45×2 | 210 | 270 | 250 |
| 42 | M52×2 | 300 | 360 | 250 |
گشتاور بستن مهرههای سری S (سنگین) – استاندارد DIN 2353
| قطر لوله (mm) | رزوه مهره | گشتاور پیشمونتاژ (Nm) | گشتاور نهایی (Nm) | فشار کاری (bar) |
|---|---|---|---|---|
| 6 | M12×1.5 | 30 | 40 | 800 |
| 8 | M14×1.5 | 35 | 50 | 800 |
| 10 | M16×1.5 | 45 | 60 | 800 |
| 12 | M18×1.5 | 70 | 90 | 630 |
| 14 | M20×1.5 | 80 | 100 | 630 |
| 16 | M22×1.5 | 95 | 130 | 630 |
| 20 | M27×1.5 | 150 | 200 | 420 |
| 25 | M33×2 | 210 | 260 | 420 |
| 30 | M42×2 | 320 | 380 | 420 |
| 38 | M52×2 | 400 | 480 | 420 |
این مقادیر توسط واحد کنترل کیفیت پارس هیدرولیک با ضریب ایمنی ±5٪ تنظیم شدهاند.
نکات طلایی برای جلوگیری از هرز شدن رزوه
- از روانکننده مناسب استفاده کنید: در هنگام مونتاژ، مقداری روغن سبک یا گریس صنعتی باعث کاهش اصطکاک و تضمین گشتاور دقیق میشود.
- هرگز از ابزار بادی برای بستن اتصالات هیدرولیک استفاده نکنید. ضربات لحظهای باعث عبور از مقدار گشتاور مجاز میشود.
- زیتون و مخروط را چشمی بررسی کنید: هرگونه خط و خش یا خوردگی منجر به نشتی میشود.
- از بستن بیش از دو بار خودداری کنید: رزوهها در دومین مرتبه مونتاژ خاصیت آببندی خود را از دست میدهند.
- آچار را دوباره کالیبره کنید: آچار ترکمتر باید هر ۶ ماه یکبار توسط آزمایشگاه کالیبراسیون تأیید شود.
محاسبه تقریبی گشتاور بر اساس نیروی دستی
در مواقعی که ابزار ترکمتر در دسترس نیست، میتوان از فرمول تقریبی زیر استفاده کرد:
T = F × L × µ
که در آن:
T= گشتاور تقریبی (Nm)F= نیروی دستی وارد شده (N)L= طول آچار (m)µ= ضریب اصطکاک مؤثر (~0.2 برای اتصالات فولادی با روغنکاری سبک)
برای مثال، اگر طول آچار 0.25 متر و نیروی دستی حدود 200 نیوتن باشد، گشتاور نهایی حدود 10 نیوتنمتر خواهد بود.
تست نشتی و کنترل کیفیت
در کارخانه پارس هیدرولیک، هر دسته اتصال پس از فرآیند مونتاژ با گشتاور استاندارد، در واحد کنترل کیفیت مورد آزمون قرار میگیرد:
- تست فشار استاتیک: 1.5 برابر فشار کاری.
- تست هیدرواستاتیک با روغن صنعتی ASTM D445.
- آزمون اسپری نمک طبق ISO 9227: برای بررسی مقاومت پوشش Zn–Ni تا 500 ساعت.
- کنترل گشتاور واقعی با ترکمتر دیجیتال.
تفاوت گشتاور بستن در اتصالات مختلف
| نوع اتصال | نوع آببندی | ویژگی بستن |
|---|---|---|
| DIN 2353 (متال به متال یا اورینگی) | زاویه 24° | حساس به گشتاور، نیازمند دقت بالا |
| JIC 37° | متال به متال | گشتاور متوسط، مقاومت مکانیکی بالا |
| ORFS | اورینگ تخت | گشتاور پایین ولی سیل حساس |
| NPT | مخروطی 60° | خودآببند، نیاز به تفلون |
| BSPP | موازی 55° | گشتاور پایین، همراه با واشر تخت |
اثر گشتاور مجاز بستن اتصالات بر عمر اتصال
اتصالاتی که به درستی سفت میشوند، عمر عملکردی تا ۵۰٪ بیشتر نسبت به اتصالات بانتظام بسته دارند.
اتصالات سفتتر، علاوه بر خطر ترک رزوه، باعث تمرکز تنش (Stress Concentration) در لبه مخروط میشود که در طول زمان ماهیت متالورژیکی سطح را تغییر داده و میتواند به خستگی (Fatigue) و شکست زودرس منجر شود.
مثال کاربردی از صنعت
در یکی از واحدهای تولید فولاد، اتصال سری S با قطر 25 میلیمتر به اشتباه با گشتاور بیش از حد (۳۵۰ نیوتنمتر به جای ۲۶۰ نیوتنمتر) بسته شد. پس از دو روز کار، رزوه نر در بدنه فولادی دچار شکست شد و خط هیدرولیک با فشار 420 بار به شدت نشتی داد.
پس از بررسی، مشخص شد که دلیل اصلی عدم کنترل با آچار ترکمتر و بستن بیش از حد مجاز بوده است.
این تجربه به خوبی نشان میدهد که پایبندی به جدول گشتاور مجاز، تنها یک توصیه فنی نیست بلکه پایه ایمنی و بهرهوری در تمامی سیستمهای هیدرولیکی است.
جمعبندی
گشتاور مجاز بستن اتصالات، کلید آببندی مطمئن، عمر طولانی و ایمنی سیستم هیدرولیکی است.
اتصالات پارس هیدرولیک با طراحی دقیق طبق استاندارد DIN 2353 / ISO 8434-1 و مقاومت فشاری تا ۸۰۰ بار، تنها زمانی عملکرد بینقص خود را نشان میدهند که با گشتاور مهندسی صحیح و آچار ترکمتر دقیق نصب شوند.
به یاد داشته باشید: گشتاور مناسب یعنی نه زیاد، نه کم — بلکه دقیقاً مطابق استاندارد.
برای دریافت جدولهای تفصیلی و مشاوره فنی جهت انتخاب ابزار مناسب، کارشناسان پارس هیدرولیک آماده ارائه راهنماییهای تخصصی به شما هستند.
پرسش و پاسخ متداول (FAQ)
۱. آیا میتوان بهصورت تجربی و بدون ترکمتر اتصالات را بست؟
خیر، روش تجربی فقط برای فشارهای پایین قابل قبول است. در سیستمهای صنعتی باید از آچار ترکمتر با دقت تأییدشده استفاده شود.
۲. بستن بیش از حد چه آسیبی به اتصال میزند؟
باعث خوردگی رزوه، تغییر شکل زیتون و ترک در مخروط بدنه میشود و دیگر نمیتوان آن اتصال را دوباره استفاده کرد.
۳. آیا هرچه اتصال محکمتر شود، نشتی کمتر میشود؟
خیر، بسیاری از نشتیها به دلیل بستن بیش از حد ایجاد میشوند. آببندی مطلوب در مقدار گشتاور مشخص تحقق مییابد.
۴. تفاوت گشتاور مجاز بستن اتصالات در سری L و S چیست؟
به دلیل ضخامت دیواره و فشار کاری بالاتر، گشتاور اتصالات سری S معمولاً ۲۰ تا ۳۰٪ بیشتر از سری L است.
۵. آیا میتوان گشتاور DIN را برای JIC یا ORFS هم استفاده کرد؟
خیر. هر استاندارد دارای زاویه و فرم رزوه خاص خود است و گشتاور متفاوتی دارد. همیشه باید جدول مخصوص هر استاندارد را مرجع قرار دهید.
✅ این مقاله توسط واحد تولید محتوای فنی پارس هیدرولیک تهیه شده و بازنشر آن تنها با ذکر منبع مجاز است.