
تولید اتصالات هیدرولیک در پارس هیدرولیک: از شمش فولاد تا محصول نهایی
در دنیای پرفشار هیدرولیک، جایی که یک نشتی کوچک میتواند به فاجعهای بزرگ، توقف خط تولید یا حتی خطرات جانی منجر شود، اعتماد به هر جزء از سیستم، حیاتی است. در این میان، اتصالات هیدرولیک، این قطعات کوچک و به ظاهر ساده، نقشی حیاتی در حفظ یکپارچگی، ایمنی و کارایی کل مدار دارند. اما آیا تا به حال از خود پرسیدهاید پشت هر اتصال دقیق و قابل اعتمادی که در یک سیستم پیچیده صنعتی به کار میرود، چه فرآیند مهندسی و تولیدی نهفته است؟ چگونه یک شمش فولادی بیشکل، به یک قطعه مهندسیشده با دقت میکرون تبدیل میشود که قادر به تحمل فشارهای صدها باری است؟
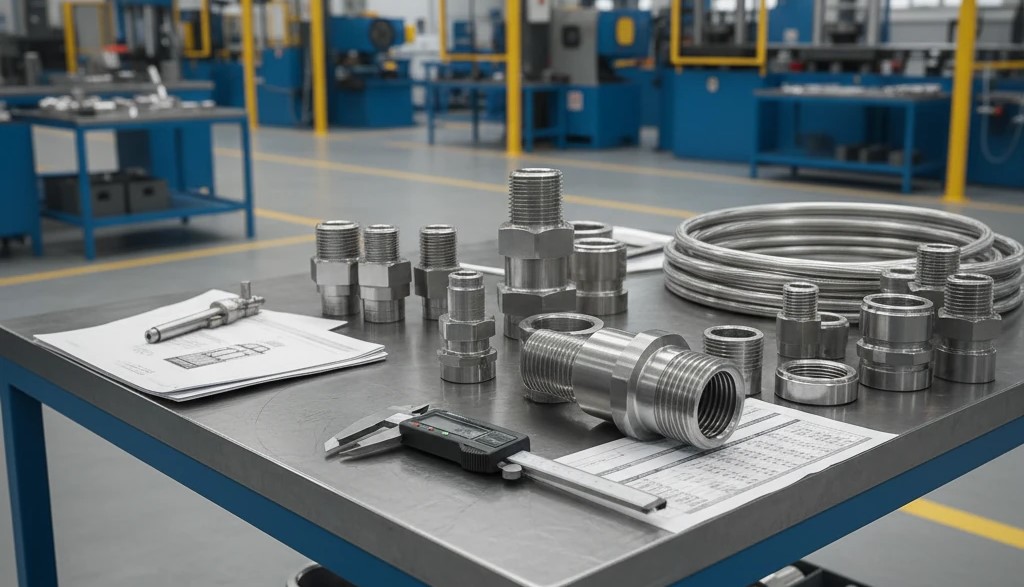
این مقاله، یک “تور مجازی” و شفاف در قلب کارخانه تولید اتصالات فلزی پارس هیدرولیک است. ما قصد داریم پرده از تمام مراحل تولید اتصالات هیدرولیک برداریم؛ از لحظه انتخاب متریال اولیه تا آخرین مرحله کنترل کیفیت. هدف ما این نیست که صرفاً یک محصول را معرفی کنیم؛ هدف ما ایجاد یک درک عمیق از “فلسفه کیفیت” است که در DNA هر محصول ما تنیده شده است. اگر شما یک مهندس، مدیر خرید، یا تکنسین هستید که به دنبال یک تأمینکننده قابل اعتماد میگردید، این مقاله به شما نشان خواهد داد که چرا خرید مستقیم از یک تولید کننده اتصالات هیدرولیک مانند پارس هیدرولیک، هوشمندانهترین تصمیم برای تضمین کیفیت، دوام و آرامش خاطر شماست.
چرا درک فرآیند ساخت فیتینگ (Fitting) برای شما اهمیت دارد؟
شاید تصور کنید که “یک اتصال، فقط یک اتصال است”. اما این تصور میتواند پرهزینهترین اشتباه در یک پروژه صنعتی باشد. بازار مملو از محصولاتی با ظاهری مشابه اما با دنیاهایی از تفاوت در کیفیت است. درک فرآیند ساخت فیتینگ به شما به عنوان یک متخصص، قدرت تشخیص میدهد:
- تشخیص کیفیت از ظاهر: شما یاد میگیرید که به جزئیاتی فراتر از ظاهر براق یک اتصال توجه کنید؛ جزئیاتی مانند کیفیت ماشینکاری، نوع پوشش و دقت ابعادی.
- ارزیابی ریسک: با درک اهمیت هر مرحله، از انتخاب متریال تا تست نهایی، میتوانید ریسک استفاده از اتصالات ارزانقیمت و غیراستاندارد را بهتر ارزیابی کنید.
- تصمیمگیری آگاهانه: این دانش به شما کمک میکند تا با اطمینان بیشتری شریک تجاری و تأمینکننده خود را انتخاب کنید؛ شریکی که به کیفیت متعهد است، نه صرفاً به فروش.
در ادامه، با ما همراه باشید تا سفر شگفتانگیز تبدیل یک شمش فولادی به یک اتصال هیدرولیک دقیق و قابل اتکا را گام به گام دنبال کنیم.
گام اول: انتخاب متریال اولیه – سنگ بنای کیفیت
همه چیز از اینجا شروع میشود. کیفیت نهایی یک اتصال، هرگز نمیتواند از کیفیت ماده اولیه آن فراتر رود. در پارس هیدرولیک، ما این اصل را به عنوان یک قانون خدشهناپذیر پذیرفتهایم. تولید اتصالات هیدرولیک با انتخاب دقیق و وسواسگونه متریال اولیه اتصالات فولادی آغاز میشود.
چه فولادی برای اتصالات هیدرولیک مناسب است؟
اتصالات هیدرولیک فشار قوی معمولاً از فولادهای کربنی (Carbon Steel) خاصی ساخته میشوند که قابلیت ماشینکاری عالی، استحکام کششی بالا و توانایی تحمل فشارهای دینامیک را داشته باشند. استانداردهای بینالمللی مانند DIN و SAE، گریدهای مشخصی را برای این منظور تعریف کردهاند. برای مثال، فولادهایی مانند 11SMnPb30 (1.0718) یا 11SMn30 (1.0715) به دلیل وجود گوگرد و سرب (در مدل Pb دار)، قابلیت “خوشتراشی” (Free-Cutting) فوقالعادهای دارند. این ویژگی به ما اجازه میدهد تا با سرعت بالا و با دستیابی به سطحی بسیار صاف و دقیق، عملیات تراشکاری CNC اتصالات را انجام دهیم.
فرآیند کنترل کیفیت متریال ورودی در پارس هیدرولیک
ما صرفاً به گواهینامه کارخانه سازنده فولاد (Mill Certificate) اکتفا نمیکنیم. هر محموله شمش فولادی که وارد کارخانه تولید اتصالات فلزی ما میشود، تحت یک پروتکل سختگیرانه کنترل کیفی قرار میگیرد:
- بررسی گواهینامه: اولین قدم، تطبیق گواهینامه متریال با استانداردهای درخواستی ماست. این گواهینامه حاوی اطلاعات حیاتی در مورد ترکیب شیمیایی (آنالیز عنصری)، خواص مکانیکی و فرآیند تولید فولاد است.
- نمونهبرداری و آنالیز کوانتومتری: از بخشهای مختلف محموله، نمونههایی برداشته شده و به آزمایشگاه متالورژی ما ارسال میشود. در آنجا با استفاده از دستگاه کوانتومتر، ترکیب شیمیایی دقیق نمونهها اندازهگیری میشود تا اطمینان حاصل شود که درصد عناصر کلیدی مانند کربن، منگنز، گوگرد و فسفر دقیقاً در محدوده استاندارد قرار دارد.
- تست سختیسنجی: سختی ماده اولیه نیز پارامتر مهمی است که بر قابلیت ماشینکاری و خواص نهایی قطعه تأثیر میگذارد. نمونهها تحت تست سختیسنجی (معمولاً راکول یا برینل) قرار میگیرند.
تنها پس از تأیید تمام این مراحل است که به یک محموله شمش، “چراغ سبز” برای ورود به خط تولید اتصالات هیدرولیک داده میشود. این تعهد به کیفیت در مبدأ، تضمین میکند که محصول نهایی بر پایهای محکم و قابل اعتماد بنا شده است.
گام دوم: برش و فورج اولیه – شکلدهی به استحکام
پس از تأیید کیفیت متریال، شمشهای فولادی بلند (معمولاً به طول ۳ یا ۶ متر) وارد مرحله آمادهسازی میشوند.
برش دقیق (Precision Cutting)
شمشها توسط ارههای نواری اتوماتیک (Automatic Band Saws) به قطعات کوتاهتر با طول مشخص (Slugs) بریده میشوند. دقت در این مرحله بسیار مهم است، زیرا طول دقیق این قطعات، حجم ماده اولیه برای مراحل بعدی را تعیین میکند و از هدررفت مواد یا تولید قطعات ناقص جلوگیری مینماید.
فورج گرم (Hot Forging): قلب تپنده استحکام در اتصالات پیچیده
برای اتصالات ساده مانند بوشنهای مستقیم، قطعه مستقیماً برای ماشینکاری ارسال میشود. اما برای قطعاتی با هندسه پیچیدهتر مانند زانوییها (Elbows) و سهراهیها (Tees)، فرآیند فورج گرم یک مرحله حیاتی برای دستیابی به حداکثر استحکام است.
فرآیند فورج چیست و چرا اهمیت دارد؟
فورج فرآیندی است که در آن قطعه فلزی تا دمای بسیار بالا (حدود ۱۱۰۰ تا ۱۲۵۰ درجه سانتیگراد) گرم شده و سپس تحت فشار بسیار زیاد یک پرس قدرتمند، در یک قالب بسته (Closed-Die Forging) شکل میگیرد.
مزایای کلیدی فورج در تولید اتصالات هیدرولیک:
- افزایش چشمگیر استحکام: برخلاف ماشینکاری که دانههای فلز را قطع میکند، فرآیند فورج باعث میشود که جریان دانهها (Grain Flow) در راستای شکل قطعه جهتگیری کند. این ساختار دانهبندی جهتدار، شبیه به رشتههای یک طناب، استحکام و مقاومت قطعه در برابر خستگی و فشار را به شدت افزایش میدهد. یک زانویی فورج شده به مراتب از یک زانویی که از یک بلوک مکعبی ماشینکاری شده، قویتر است.
- حذف عیوب داخلی: فشار عظیم در فرآیند فورج، هرگونه حفره یا تخلخل میکروسکوپی در ساختار داخلی فلز را از بین برده و یک ساختار متراکم و یکپارچه ایجاد میکند.
- بهینهسازی مصرف مواد: فورج باعث میشود که شکل اولیه قطعه بسیار به شکل نهایی نزدیک باشد (Near-Net Shape)، که این امر حجم ماشینکاری و میزان هدررفت مواد در مراحل بعدی را کاهش میدهد.
در پارس هیدرولیک، ما برای تمام اتصالات زاویهدار و سهراهیها از فرآیند فورج گرم استفاده میکنیم تا اطمینان حاصل کنیم که محصولات ما توانایی تحمل بالاترین فشارهای کاری مطابق با استاندارد DIN 2353 سری S (فشار قوی) را دارند.
گام سوم: تراشکاری CNC – جایی که دقت با هنر تلاقی میکند
اینجا قلب تپنده کارخانه تولید اتصالات فلزی ماست. قطعات برش خورده یا فورج شده، اکنون آماده ورود به مرحلهای هستند که دقت، حرف اول و آخر را میزند: تراشکاری CNC اتصالات.
CNC چیست؟
CNC مخفف “Computer Numerical Control” (کنترل عددی کامپیوتری) است. در این فناوری، یک برنامه کامپیوتری دقیق، تمام حرکات ماشین ابزار (مانند ماشین تراش یا فرز) را با دقت هزارم میلیمتر (میکرون) کنترل میکند. این تکنولوژی، خطای انسانی را به صفر رسانده و تکرارپذیری بینقص را تضمین میکند.
فرآیند تراشکاری یک اتصال هیدرولیک DIN 2353
بیایید فرآیند تولید یک اتصال مستقیم نر (Male Stud Coupling) را به عنوان مثال در نظر بگیریم:
- برنامهنویسی و شبیهسازی: ابتدا، مهندسان ما با استفاده از نرمافزارهای CAD/CAM، مدل سهبعدی اتصال را طبق ابعاد دقیق استاندارد DIN 2353 طراحی میکنند. سپس، مسیر حرکت ابزارهای برشی برای تراشیدن هر بخش از قطعه (رزوهها، مخروط ۲۴ درجه، سطوح آببندی) برنامهریزی میشود. این برنامه قبل از اجرا روی ماشین، شبیهسازی میشود تا از هرگونه خطا جلوگیری شود.
- تنظیم ماشین (Setup): قطعه کار (Slug) در گیره ماشین تراش CNC (CNC Lathe) محکم میشود. اپراتور متخصص، ابزارهای برشی مناسب (اینسرتهای تراشکاری) را در برجک ابزار (Turret) دستگاه قرار داده و با دقت بالا آنها را تنظیم میکند.
- اجرای برنامه: با شروع برنامه، ماشین به طور خودکار شروع به کار میکند:
- پیشانیتراشی و روتراشی: سطوح خارجی قطعه تراشیده شده و به قطر نهایی میرسد.
- تراش مخروط ۲۴ درجه: این سطح، مهمترین بخش آببندی در اتصالات DIN است. زاویه و پرداخت سطح (Surface Finish) این مخروط با دقتی بینظیر توسط ابزار مخصوص ایجاد میشود. صافی سطح این قسمت برای جلوگیری از نشتی حیاتی است.
- رزوهزنی (Threading): رزوههای متریک یا اینچی با گام و پروفایل دقیق استاندارد، تراشیده میشوند. کیفیت رزوهها برای مونتاژ آسان و تحمل بار اهمیت دارد.
- عملیات داخلی: در صورت نیاز (مثلاً در مهرهها)، عملیات داخلتراشی و ایجاد رزوههای داخلی نیز انجام میشود.
- پلیسهگیری (Deburring): پس از اتمام ماشینکاری، لبههای تیزی به نام پلیسه (Burr) روی قطعه باقی میماند. این پلیسهها باید به طور کامل حذف شوند، زیرا در صورت ورود به سیستم هیدرولیک میتوانند به پمپها و شیرها آسیب جدی وارد کنند. این کار به صورت مکانیکی یا شیمیایی انجام میشود.
تمام این فرآیند برای هر قطعه، در زمانی کوتاه و با کیفیتی یکسان تکرار میشود. این قدرت فناوری CNC است که به پارس هیدرولیک تولید کننده این امکان را میدهد تا محصولاتی با کیفیت ثابت و در مقیاس انبوه تولید کند.
گام چهارم: پوششدهی و آبکاری – زره محافظ در برابر خوردگی
یک اتصال فولادی، هرچقدر هم که دقیق و مستحکم ساخته شده باشد، بدون یک پوشش محافظ مناسب، در برابر رطوبت و عوامل خورنده محیطی بیدفاع است و به سرعت دچار زنگزدگی (خوردگی قرمز) میشود. مرحله آبکاری، یک زره فداشونده بر تن اتصال میپوشاند تا عمر و کارایی آن را در شرایط سخت صنعتی تضمین کند.
چرا پوشش زینک (روی)؟
پوشش روی (Zinc Plating) یا گالوانیزاسیون، رایجترین و مؤثرترین روش برای محافظت از اتصالات فولادی است. این پوشش به دو روش از فلز پایه محافظت میکند:
- محافظت سدی (Barrier Protection): لایه روی، مانند یک مانع فیزیکی، از تماس مستقیم فولاد با رطوبت و اکسیژن جلوگیری میکند.
- محافظت فداشونده (Sacrificial Protection): روی از نظر الکتروشیمیایی فعالتر از آهن است. این یعنی اگر پوشش دچار خراشیدگی شود و فولاد زیرین نمایان گردد، روی به جای آهن خورده میشود (قربانی میشود) و همچنان از زنگ زدن فولاد جلوگیری میکند.
فرآیند آبکاری گالوانیزه و کروماته کردن
فرآیند در پارس هیدرولیک به صورت تمام اتوماتیک و تحت کنترل دقیق انجام میشود:
- چربیگیری و تمیزکاری: اولین و مهمترین قدم، تمیز کردن کامل سطح اتصالات از هرگونه روغن، گریس یا آلودگی باقیمانده از مرحله ماشینکاری است. این کار در چند مرحله و با استفاده از محلولهای چربیگیر قلیایی انجام میشود.
- اسیدشویی (Pickling): اتصالات سپس در یک حمام اسیدی قرار میگیرند تا هرگونه اکسید یا زنگزدگی سطحی از روی آنها پاک شود.
- آبکاری روی (Zinc Plating): قطعات تمیز شده وارد حمام آبکاری الکترولیتی میشوند. در این حمام، با اعمال جریان الکتریکی، یونهای روی موجود در محلول بر روی سطح اتصالات (که به قطب کاتد متصل هستند) رسوب کرده و یک لایه یکنواخت از روی خالص را تشکیل میدهند. ضخامت این لایه (معمولاً بین ۸ تا ۱۵ میکرون) به دقت کنترل میشود.
- کروماته کردن (Passivation): این مرحله، کلید مقاومت فوقالعاده در برابر خوردگی است. بلافاصله پس از آبکاری، اتصالات وارد یک حمام کروماته میشوند. این فرآیند یک لایه محافظ بسیار نازک (اما بسیار مقاوم) از ترکیبات کروم بر روی سطح روی ایجاد میکند. این لایه کروماته است که از اکسید شدن سریع خودِ لایه روی (ایجاد زنگ سفید) جلوگیری کرده و مقاومت در برابر تست سالت اسپری را به صدها ساعت افزایش میدهد. ما در پارس هیدرولیک از فرآیندهای مدرن کروماته سه ظرفیتی (Cr3+) استفاده میکنیم که دوستدار محیط زیست بوده و مقاومت به خوردگی بسیار بالاتری نسبت به روشهای قدیمی کروماته شش ظرفیتی (Cr6+) ارائه میدهد.
نتیجه این فرآیند، اتصالاتی با پوشش براق، یکنواخت و با مقاومت بالا در برابر خوردگی است که آماده خدمت در سختترین محیطهای صنعتی هستند.
گام پنجم: کنترل کیفیت نهایی – مهر تأیید پارس هیدرولیک
شعار ما در این مرحله این است: “ما هیچ چیز را به شانس واگذار نمیکنیم”. کنترل کیفیت اتصالات هیدرولیک در پارس هیدرولیک یک مرحله формаلیته نیست، بلکه یک فرآیند چندلایه و وسواسگونه برای تضمین عملکرد بینقص هر قطعهای است که نام ما را بر خود دارد.
تیم کنترل کیفیت (QC) ما، مجهز به دقیقترین ابزارهای اندازهگیری، به صورت مستمر و در چند سطح بر تولید نظارت دارد:
۱. کنترل حین تولید (In-Process Quality Control – IPQC)
اپراتورهای CNC و سرپرستان تولید به طور مداوم در طول فرآیند ماشینکاری، قطعات را به صورت رندوم چک میکنند. ابعادی کلیدی مانند قطر داخلی، زاویه مخروط و گام رزوه با استفاده از کولیسهای دیجیتال، میکرومترها و گیجهای مخصوص (Thread Gauges & Profile Gauges) اندازهگیری میشوند تا از هرگونه انحراف از استانداردها در همان لحظه جلوگیری شود.
۲. کنترل کیفیت نهایی (Final Quality Control – FQC)
پس از اتمام تمام مراحل تولید و آبکاری، هر بچ (Batch) تولیدی تحت بازرسی نهایی قرار میگیرد:
- کنترل ابعادی دقیق: با استفاده از تجهیزات پیشرفته مانند پروفایل پروژکتور و گیجهای Go/No-Go، تمام ابعاد حیاتی اتصالات به طور دقیق بررسی میشوند. پروفایل پروژکتور به ما این امکان را میدهد که تصویر بزرگنماییشدهای از پروفایل رزوه یا مخروط آببندی را با نقشه استاندارد آن مقایسه کنیم.
- بازرسی چشمی: هر قطعه از نظر ظاهری برای عدم وجود هرگونه عیب مانند ترک، خراشیدگی عمیق، پلیسههای باقیمانده یا عیوب آبکاری (سوختگی، عدم پوشش یکنواخت) بازرسی میشود.
- تست انطباق رزوه: با استفاده از گیجهای روزه، اطمینان حاصل میشود که مهرهها به نرمی و بدون لقی یا سفتی بیش از حد بر روی اتصالات بسته میشوند. این تست قابلیت تعویضپذیری (Interchangeability) محصولات ما با دیگر محصولات استاندارد را تضمین میکند.
- تست سالت اسپری (نمکپاشی): به صورت دورهای و برای صحهگذاری فرآیند آبکاری، نمونههایی از محصولات به آزمایشگاه فرستاده شده و تحت تست استاندارد سالت اسپری (ASTM B117) قرار میگیرند. در این تست، اتصالات در یک کابین با مه نمکی غلیظ قرار گرفته و مقاومت آنها در برابر ایجاد خوردگی سفید و قرمز بر حسب ساعت، اندازهگیری میشود. محصولات پارس هیدرولیک با افتخار استانداردهای بالای این تست را پشت سر میگذارند.
۳. بستهبندی و ردیابی
پس از کسب تأییدیه نهایی از واحد کنترل کیفیت، اتصالات به دقت بستهبندی میشوند تا در حین حمل و نقل و انبارداری دچار آسیب نشوند. رزوهها و سطوح آببندی حساس، با درپوشهای پلاستیکی محافظت میشوند. هر بسته دارای یک برچسب حاوی اطلاعات بچ تولید است که قابلیت ردیابی کامل (Traceability) را فراهم میکند. این یعنی در صورت بروز هرگونه مشکل، ما میتوانیم به سرعت تاریخ تولید، مواد اولیه مصرفی و نتایج کنترل کیفیت مربوط به آن بچ خاص را ردیابی کنیم.
جمعبندی: چرا باید از تولیدکننده خرید کنید؟
سفری که با هم از یک شمش فولادی تا یک اتصال هیدرولیک دقیق داشتیم، به وضوح نشان میدهد که تولید اتصالات هیدرولیک یک فرآیند پیچیده و چندوجهی است که در هر مرحله نیازمند تخصص، دقت و تعهد به کیفیت است.
وقتی شما از یک واسطه یا فروشنده عمومی خرید میکنید، در واقع در حال خرید یک “جعبه سیاه” هستید. شما نمیدانید آن اتصال در چه شرایطی، با چه متریالی و با چه سطح کنترلی تولید شده است. اما وقتی مستقیماً به سراغ یک تولیدکننده معتبر مانند پارس هیدرولیک میآیید، شما در حال خرید شفافیت، اصالت و اطمینان هستید.
با خرید مستقیم از پارس هیدرولیک، شما سه مزیت کلیدی را همزمان به دست میآورید:
- کیفیت تضمینشده: شما مستقیماً با منبعی در ارتباط هستید که بر تمام مراحل تولید، از انتخاب شمش تا کنترل نهایی، نظارت کامل دارد.
- قیمت رقابتی: با حذف واسطهها، شما محصول را با بهترین قیمت ممکن و بدون هزینههای اضافی دریافت میکنید.
- پشتیبانی فنی تخصصی: در صورت نیاز به مشاوره، اتصالات سفارشی یا حل یک چالش فنی، شما مستقیماً با مهندسان و متخصصانی صحبت میکنید که محصول را خلق کردهاند.
کیفیت، قیمت و اصالت را همزمان تجربه کنید. برای دریافت مشاوره فنی رایگان، استعلام قیمت یا دریافت لیست قیمت همکاری برای فروش عمده اتصالات هیدرولیک، همین امروز با کارشناسان ما در پارس هیدرولیک تماس بگیرید. اجازه دهید شریک قابل اعتماد شما در تأمین حیاتیترین قطعات سیستمهای صنعتیتان باشیم.
پرسش و پاسخ متداول (FAQ)
سوال ۱: تفاوت اصلی بین اتصالات تولید شده توسط پارس هیدرولیک و اتصالات ارزانقیمت موجود در بازار چیست؟
پاسخ: تفاوت اصلی در چندین جنبه کلیدی نهفته است: ۱. متریال اولیه: ما از فولادهای آلیاژی خوشتراش و استاندارد استفاده میکنیم، در حالی که بسیاری از محصولات ارزان از فولادهای بازیافتی یا با کیفیت پایین ساخته میشوند. ۲. فرآیند ساخت: ما برای قطعات زاویهدار از فرآیند فورج گرم برای افزایش استحکام استفاده میکنیم، که در محصولات ارزان به ندرت یافت میشود. ۳. دقت ماشینکاری: استفاده از ماشینهای CNC پیشرفته، دقت ابعادی و کیفیت سطح آببندی را در سطح استاندارد جهانی تضمین میکند. ۴. پوشش و آبکاری: فرآیند آبکاری ما با کروماته سه ظرفیتی، مقاومت به خوردگی بسیار بالاتری (قابل اثبات با تست سالت اسپری) نسبت به پوششهای ساده و بیکیفیت دارد.
سوال ۲: آیا پارس هیدرولیک توانایی تولید اتصالات با ابعاد یا متریال خاص (سفارشی) را دارد؟
پاسخ: بله. یکی از بزرگترین مزایای ما به عنوان یک تولید کننده اتصالات فلزی، انعطافپذیری در تولید است. ما تیمی مجرب از مهندسان طراح و اپراتورهای ماهر داریم که میتوانند اتصالات خاص را بر اساس نقشه فنی، طرح یا نمونه ارائه شده توسط مشتری تولید کنند. این شامل اتصالات با رزوههای غیر استاندارد، ابعاد خاص یا حتی از متریالهای ویژهای مانند استنلس استیل ۳۱۶ یا برنج میشود.
سوال ۳: استاندارد DIN 2353 که به آن اشاره کردید، دقیقاً چه چیزی را تضمین میکند؟
پاسخ: استاندارد DIN 2353 (که اکنون با ISO 8434-1 یکپارچه شده) یک استاندارد آلمانی معتبر جهانی برای اتصالات فشاری (Compression Fittings) با مخروط ۲۴ درجه است. رعایت این استاندارد تضمین میکند که: ۱. قابلیت تعویضپذیری: اتصالات ما با قطعات سایر تولیدکنندگان معتبر جهانی که از همین استاندارد پیروی میکنند، کاملاً سازگار است. ۲. عملکرد قابل پیشبینی: اتصال برای تحمل فشار کاری مشخصی (مثلاً سری L برای فشار سبک و سری S برای فشار سنگین) طراحی و تست شده است. ۳. آببندی مطمئن: ابعاد دقیق مخروط، مهره و حلقه (فرول)، آببندی مطمئن و بدون نشتی را در صورت مونتاژ صحیح تضمین میکند.
سوال ۴: “قابلیت ردیابی” یا Traceability که در مورد بستهبندی ذکر شد، چه مزیتی برای من به عنوان مشتری دارد؟
پاسخ: قابلیت ردیابی به این معناست که هر قطعهای که شما خریداری میکنید، یک “شناسنامه تولید” دارد. اگر به هر دلیلی در آینده با مشکلی در یک بچ خاص از محصولات مواجه شوید (هرچند بسیار نادر است)، ما میتوانیم با استفاده از کد ردیابی، به سرعت به تمام سوابق تولید آن بچ دسترسی پیدا کنیم: از تاریخ دقیق تولید و شیفت کاری گرفته تا آنالیز شیمیایی شمش فولاد استفاده شده و نتایج بازرسیهای کیفی. این سطح از شفافیت و پاسخگویی، حداکثر اطمینان را برای شما به ارمغان میآورد.
سوال ۵: آیا محصولات شما فقط برای صنعت هیدرولیک کاربرد دارند؟
پاسخ: در حالی که تخصص اصلی ما تولید اتصالات هیدرولیک فشار قوی است، محصولات ما به دلیل کیفیت و استاندارد بالا در طیف گستردهای از صنایع دیگر نیز کاربرد دارند. این صنایع شامل پنوماتیک، خطوط انتقال گاز، سیستمهای روغنکاری مرکزی، صنایع ماشینسازی، تجهیزات کشاورزی، ساخت و ساز و هر سیستمی که نیاز به انتقال سیال از طریق لولههای فلزی با اتصالات مطمئن و بدون نشتی دارد، میشود. به عنوان مثال، خط تولید اتصالات برنجی ما به طور گسترده در سیستمهای هوای فشرده (پنوماتیک) استفاده میشود.