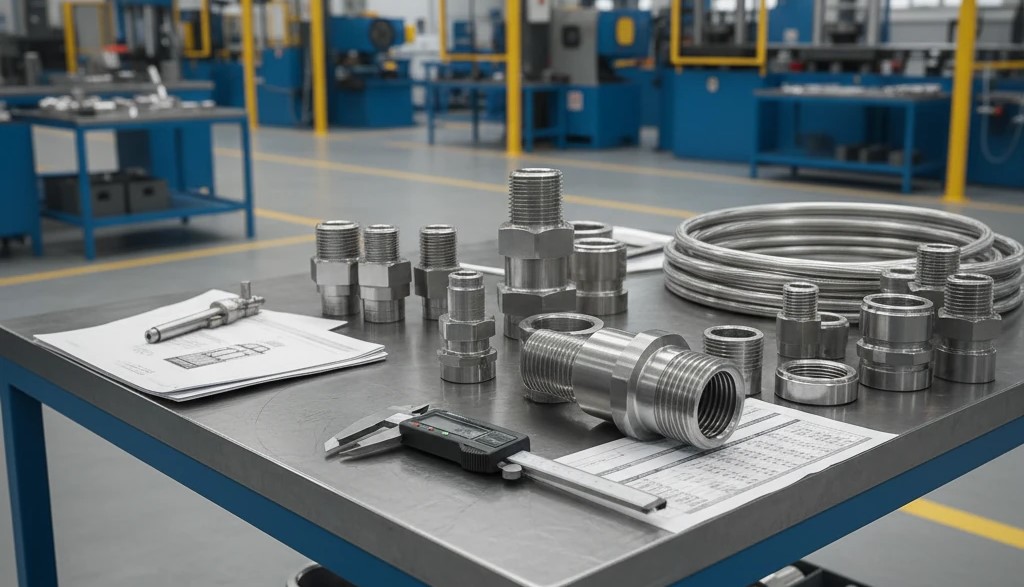

در قلب تپنده هر سیستم هیدرولیک قدرتمند، از بازوهای غولپیکر یک بیل مکانیکی گرفته تا جکهای دقیق یک پرس صنعتی، شبکهای حیاتی از شیلنگها و اتصالات جریان دارد. این اتصالات، شریانهای حیاتی سیستم هستند که سیال پرفشار را هدایت میکنند. اما آیا تا به حال فکر کردهاید چه چیزی یک قطعه فولادی ساده را به اتصالی قابل اعتماد تبدیل میکند که بتواند فشارهای هزاران PSI را بدون شکست تحمل کند؟ پاسخ در یک فرآیند علمی و دقیق نهفته است: عملیات حرارتی اتصالات فولادی. این فرآیند، کیمیاگری مدرن صنعت متالورژی است که خواص مکانیکی فولاد را به طور بنیادین دگرگون کرده و آن را برای شرایط سخت کاری آماده میسازد.
اهمیت این موضوع زمانی آشکار میشود که بدانیم یک اتصال ضعیف یا نامناسب میتواند منجر به نشتی، توقف کامل سیستم، خسارات مالی هنگفت و حتی حوادث ایمنی خطرناک شود. بسیاری از کاربران نهایی، تنها به ابعاد و نوع رزوه اتصال توجه میکنند، در حالی که استحکام، چقرمگی و مقاومت در برابر خستگی، ویژگیهای نامرئی اما بسیار مهمی هستند که مستقیماً از کیفیت عملیات حرارتی نشأت میگیرند. در این مقاله جامع از پارس هیدرولیک، ما به اعماق این فرآیند پیچیده سفر میکنیم و به زبانی ساده و فنی، توضیح میدهیم که چگونه عملیات حرارتی اتصالات فولادی، مقاومت، دوام و قابلیت اطمینان این قطعات حیاتی را تضمین میکند و چرا انتخاب محصولاتی که این فرآیند را به درستی طی کردهاند، یک سرمایهگذاری هوشمندانه برای هر صنعتی است.
چرا عملیات حرارتی برای اتصالات هیدرولیک یک ضرورت است، نه یک انتخاب؟
اتصالات فولادی هیدرولیک در محیطی بسیار پر تنش و بیرحم فعالیت میکنند. آنها باید فشارهای دینامیکی شدید، ارتعاشات مداوم، شوکهای ناگهانی (ضربه قوچ) و بازه وسیعی از دماها را تحمل کنند. فولاد در حالت خام خود، یعنی پس از فرآیندهای اولیه تولید مانند آهنگری (فورج) یا ماشینکاری، دارای ساختار کریستالی ناهمگون و تنشهای داخلی پسماند است. این ویژگیها آن را در برابر شکست ترد، خستگی فلز و تغییر شکل دائمی آسیبپذیر میسازد. بدون یک فرآیند بهینهسازی، این قطعه فولادی هرگز نمیتواند به عنوان یک اتصال هیدرولیک قابل اعتماد عمل کند و ریسک بالایی را به کل سیستم تحمیل خواهد کرد.
عملیات حرارتی اتصالات فولادی دقیقاً برای حل این مشکلات طراحی شده است. این فرآیند مجموعهای از مراحل گرم کردن و سرد کردن کنترلشده است که ساختار میکروسکوپی (متالورژیکی) فولاد را هدف قرار میدهد. هدف نهایی، دستیابی به یک تعادل بهینه بین خواص مکانیکی مختلف است. ما به دنبال قطعهای نیستیم که صرفاً “سخت” باشد، بلکه به اتصالی نیاز داریم که دارای ترکیبی مهندسیشده از ویژگیهای زیر باشد:
- استحکام تسلیم بالا (High Yield Strength): توانایی تحمل فشار بالا بدون تغییر شکل دائمی. این ویژگی مستقیماً از فرآیند سختکاری فولاد حاصل میشود.
- چقرمگی (Toughness): قابلیت جذب انرژی و مقاومت در برابر شکست ناشی از ضربه یا بار ناگهانی. این خصوصیت از طریق فرآیند تمپر کردن اتصالات به دست میآید.
- مقاومت به خستگی (Fatigue Resistance): توانایی مقاومت در برابر بارهای چرخهای (افزایش و کاهش مکرر فشار) بدون ایجاد و رشد ترکهای میکروسکوپی.
- سختی سطح (Surface Hardness): مقاومت در برابر سایش و خراشیدگی، به ویژه در قسمت رزوهها و سطوح آببندی که در هنگام باز و بست کردن مکرر اهمیت پیدا میکند.
- شکلپذیری (Ductility): مقدار کمی از قابلیت تغییر شکل قبل از شکست که از تردی بیش از حد جلوگیری میکند.
در واقع، عملیات حرارتی یک قطعه فولادی معمولی را به یک جزء مهندسیشده با عملکرد بالا تبدیل میکند که میتواند طول عمر و ایمنی یک سیستم هیدرولیک را به طور چشمگیری افزایش دهد. استانداردهای معتبری مانند SAE J514 و DIN 2353 که برای اتصالات هیدرولیک تدوین شدهاند، به طور ضمنی بر خواص مکانیکی تکیه دارند که تنها از طریق یک عملیات حرارتی دقیق و کنترلشده قابل دستیابی است.
دنیای میکروسکوپی فولاد: تغییرات متالورژیکی چگونه اتفاق میافتد؟
برای درک عمیق چگونگی عملکرد عملیات حرارتی اتصالات فولادی، باید سفری کوتاه به دنیای میکروسکوپی این آلیاژ شگفتانگیز داشته باشیم. فولاد، آلیاژی از آهن و کربن است و رفتار آن به شدت تحت تأثیر نحوه قرارگیری اتمهای آهن و کربن در کنار یکدیگر، یا به عبارت دیگر، “فازهای متالورژیکی” آن است. این فازها با تغییر دما تغییر میکنند و کنترل این تغییرات، اساس تمام فرآیندهای عملیات حرارتی است. این تغییرات متالورژیکی هستند که خواص نهایی قطعه را تعیین میکنند و درک آنها برای تولیدکنندگان و مصرفکنندگان حرفهای ضروری است.
درک این مفهوم کلیدی است: این فرآیندها صرفاً یک گرم کردن و سرد کردن ساده نیستند، بلکه یک رقص دقیق و کنترلشده از دما، زمان و سرعت سرمایش است که ساختار اتمی فولاد را بازآرایی میکند. در ادامه، با فازهای اصلی که در عملیات حرارتی اتصالات فولادی نقش دارند، آشنا میشویم:
- فریت (Ferrite): فاز اصلی آهن در دمای اتاق. این فاز نسبتاً نرم، شکلپذیر و دارای خاصیت مغناطیسی است. فریت توانایی حل کردن مقدار بسیار کمی کربن را دارد.
- آستنیت (Austenite): فازی که در دماهای بالا (معمولاً بالای ۷۲۷ درجه سانتیگراد) پایدار است. برخلاف فریت، آستنیت میتواند مقدار قابل توجهی کربن را در ساختار کریستالی خود حل کند. این ویژگی کلید فرآیند سختکاری فولاد است. آستنیت غیرمغناطیسی است.
- سمنتیت (Cementite): یک ترکیب شیمیایی بسیار سخت و شکننده از آهن و کربن (Fe3CFe_3C). وجود سمنتیت به شکل پراکنده در زمینه فریت (که به آن پرلیت گفته میشود) باعث افزایش استحکام فولاد میشود.
- مارتنزیت (Martensite): این فاز، ستاره اصلی فرآیند سختکاری است. مارتنزیت زمانی تشکیل میشود که فاز آستنیت (حاوی کربن حلشده) به سرعت سرد شود (کوئنچ شود). این سرمایش سریع به اتمهای کربن اجازه خروج از شبکه کریستالی را نمیدهد و آنها را در یک ساختار به شدت اعوجاجیافته و تحت تنش به دام میاندازد. نتیجه، فازی بسیار سخت، قوی اما شکننده است.
علاوه بر این فازها، “اندازه دانه” نیز یک پارامتر حیاتی است. دانهها، کریستالهای کوچکی هستند که ساختار فلز را تشکیل میدهند. به طور کلی، هرچه اندازه دانهها ریزتر باشد، استحکام و چقرمگی فولاد بیشتر خواهد بود. یکی از اهداف اولیه عملیات حرارتی، کنترل و بهینهسازی اندازه این دانههاست.
سه فرآیند کلیدی در عملیات حرارتی اتصالات فولادی
اکنون که با مبانی متالورژیکی آشنا شدیم، میتوانیم سه مرحله اصلی که اکثر اتصالات فولادی هیدرولیک با کیفیت بالا طی میکنند را بررسی کنیم. این سه مرحله یعنی نرماله کردن، کوئنچ کردن و تمپر کردن، در کنار هم یک سمفونی هماهنگ برای دستیابی به بهترین خواص مکانیکی ممکن را اجرا میکنند. هر مرحله هدف مشخصی را دنبال کرده و زمینه را برای مرحله بعدی آماده میسازد. این فرآیند سه-گانه تضمین میکند که محصول نهایی نه تنها سخت، بلکه چقرمه و قابل اعتماد باشد، ویژگیهایی که برای هر اتصال تحت فشار حیاتی هستند.
۱. نرماله کردن (Normalizing): پایه و اساس یک ساختار یکنواخت
فرآیند تولید اتصالات، به ویژه در مرحله آهنگری (فورج)، تنشهای داخلی قابل توجهی در قطعه ایجاد کرده و ساختار دانهبندی درشت و غیریکنواختی به آن میدهد. اگر قطعه مستقیماً از این مرحله وارد فرآیند سختکاری شود، نتایج غیرقابل پیشبینی و ضعیفی به همراه خواهد داشت. فرآیند نرماله کردن به عنوان یک مرحله “آمادهسازی” و “همگنسازی” عمل میکند. این فرآیند، ساختار داخلی فولاد را اصلاح کرده و آن را برای مراحل بعدی عملیات حرارتی اتصالات فولادی آماده میسازد تا نتایج بهینه و یکنواختی حاصل شود.
- فرآیند: قطعه فولادی تا دمایی بالاتر از دمای بحرانی بالا (ناحیه تمام آستنیتی، معمولاً بین ۸۵۰ تا ۹۵۰ درجه سانتیگراد) حرارت داده میشود. برای مدتی در این دما نگه داشته میشود تا کل ساختار به آستنیت تبدیل شود و سپس در هوای آرام و ساکن سرد میشود.
- هدف:
- ریز کردن دانهها: سرمایش در هوا سریعتر از فرآیند آنیل کردن (تابکاری) است و منجر به تشکیل دانههای فریت و پرلیت ریزتر میشود.
- حذف تنشهای داخلی: تنشهای ناشی از فرآیندهای قبلی مانند فورج یا کشش سرد را از بین میبرد.
- یکنواختسازی ساختار: ساختار میکروسکوپی در تمام قسمتهای قطعه یکنواخت میشود.
- بهبود قابلیت ماشینکاری: یک ساختار نرماله شده، سطح تمام شده بهتری را در حین ماشینکاری نهایی ارائه میدهد.
- نتیجه: پس از نرماله کردن، ما یک اتصال با ساختاری همگن، بدون تنش و با دانهبندی ریز در اختیار داریم که آماده ورود به مرحله حساس سختکاری است. این مرحله تضمین میکند که واکنش قطعه به کوئنچ کردن، قابل پیشبینی و یکسان در تمام بخشهای آن باشد.
۲. کوئنچ کردن (Quenching): جهشی به سوی سختی بینظیر
کوئنچ کردن، قلب تپنده فرآیند سختکاری فولاد است. این مرحله جایی است که فولاد نرماله شده، جهش کوانتومی خود را به سمت سختی و استحکام فوقالعاده تجربه میکند. هدف از کوئنچ، خنک کردن بسیار سریع قطعه از دمای آستنیته است تا از تشکیل فازهای نرمتر (فریت و پرلیت) جلوگیری کرده و در عوض، فاز فوقالعاده سخت مارتنزیت را ایجاد کند. سرعت سرمایش در این مرحله آنقدر حیاتی است که انتخاب محیط خنککننده (Quenching Medium) خود یک علم محسوب میشود.
- فرآیند: اتصال مجدداً تا دمای آستنیته (معمولاً کمی پایینتر از دمای نرماله کردن) حرارت داده میشود. پس از نگهداری برای مدت زمان کافی جهت اطمینان از تبدیل کامل به آستنیت، به سرعت در یک محیط سیال غوطهور میشود.
- محیطهای کوئنچ:
- آب: سریعترین و شدیدترین نرخ سرمایش را ایجاد میکند اما ریسک ترکخوردگی و اعوجاج قطعه را به دلیل تنشهای حرارتی بالا، افزایش میدهد.
- روغن: نرخ سرمایش کندتری نسبت به آب دارد و تنشهای کمتری ایجاد میکند. این محیط برای بسیاری از فولادهای آلیاژی و اتصالات با هندسههای پیچیده، انتخاب ایدهآلی است و ریسک ترک را به حداقل میرساند.
- پلیمرهای محلول در آب: خواصی بین آب و روغن دارند و نرخ سرمایش آنها با تغییر غلظت پلیمر قابل تنظیم است.
- نتیجه: در پایان این مرحله، اتصال فولادی به حداکثر سختی ممکن خود رسیده است. ساختار آن عمدتاً از مارتنزیت تشکیل شده که بسیار مستحکم اما به شدت ترد و شکننده است. این قطعه مانند یک شمشیر تیز اما شکننده است که با اولین ضربه ممکن است خرد شود. بنابراین، هرگز در این حالت قابل استفاده نیست و باید مرحله نهایی را طی کند.
۳. تمپر کردن (Tempering): ایجاد تعادل طلایی بین سختی و چقرمگی
اگر کوئنچ کردن فرآیند رسیدن به اوج سختی باشد، تمپر کردن اتصالات هنرِ ایجاد تعادل و رسیدن به کمال است. یک اتصال فولادی که فقط کوئنچ شده، به دلیل تردی بالا عملاً بیفایده است. فرآیند تمپر کردن، با قربانی کردن مقدار کمی از سختی، چقرمگی (مقاومت به ضربه) و شکلپذیری را به قطعه باز میگرداند. این مرحله، تنشهای داخلی عظیمی که در حین کوئنچ ایجاد شدهاند را آزاد کرده و ساختار مارتنزیتی را به یک ساختار پایدارتر و کاربردیتر تبدیل میکند.
- فرآیند: اتصال سختکاری شده، مجدداً تا دمایی مشخص (همیشه پایینتر از دمای بحرانی، معمولاً بین ۲۰۰ تا ۶۵۰ درجه سانتیگراد) حرارت داده میشود. قطعه برای مدت زمان معینی در این دما نگه داشته شده و سپس معمولاً در هوا خنک میشود.
- مکانیسم: حرارت دادن در این دما به اتمهای کربن به دام افتاده در ساختار مارتنزیت اجازه میدهد تا کمی جابجا شده و کاربیدهای بسیار ریزی را تشکیل دهند. این فرآیند ساختار تحت تنش مارتنزیت را اصلاح کرده و به آن “مارتنزیت تمپر شده” میگویند.
- کنترل خواص: دما و زمان تمپر کردن، دو پارامتر کلیدی برای تنظیم خواص نهایی اتصال هستند.
- تمپر در دمای پایین (Low-Temperature Tempering): منجر به حفظ سختی بالا با افزایش جزئی چقرمگی میشود. مناسب برای قطعاتی که نیاز به مقاومت سایشی بالا دارند.
- تمپر در دمای بالا (High-Temperature Tempering): سختی بیشتری را کاهش داده اما چقرمگی، شکلپذیری و مقاومت به ضربه را به طور چشمگیری افزایش میدهد. این حالت برای اکثر اتصالات هیدرولیک که تحت بارهای دینامیکی و ضربهای هستند، ایدهآل است.
- نتیجه نهایی: محصول نهایی یک اتصال فولادی است که دارای تعادلی دقیق و مهندسیشده بین سختی، استحکام و چقرمگی است. این قطعه اکنون آماده تحمل سختترین شرایط کاری در یک سیستم هیدرولیک است.
تأثیر مستقیم عملیات حرارتی بر عملکرد اتصالات در دنیای واقعی
توضیحات متالورژیکی و فنی، زمانی ارزش پیدا میکنند که بتوانیم تأثیر مستقیم آنها را بر عملکرد یک اتصال در یک سیستم واقعی مشاهده کنیم. عملیات حرارتی اتصالات فولادی تنها یک فرآیند تولید نیست، بلکه تضمینکننده عملکرد، ایمنی و طول عمر سیستم شماست. هر یک از خواص بهبود یافته، به طور مستقیم به یک مزیت عملکردی ملموس در میدان عمل تبدیل میشود. درک این ارتباط به شما کمک میکند تا در هنگام خرید، انتخابی آگاهانه و مبتنی بر اصول مهندسی داشته باشید.
در ادامه به بررسی دقیقتر این مزایای عملی میپردازیم:
- افزایش چشمگیر مقاومت در برابر فشار (Burst Pressure Resistance)
استحکام تسلیم (Yield Strength) نقطهای است که یک ماده تحت بار، شروع به تغییر شکل پلاستیک (دائمی) میکند. فرآیند کوئنچ و تمپر میتواند استحکام تسلیم فولادهای آلیاژی مانند 4140 (که معمولاً در اتصالات با کیفیت استفاده میشود) را تا ۲ الی ۳ برابر حالت آنیل شده (خام) افزایش دهد. این به آن معناست که یک اتصال با عملیات حرارتی مناسب میتواند فشارهای بسیار بالاتری را قبل از هرگونه تغییر شکل یا نشتی تحمل کند. این ویژگی در سیستمهای هیدرولیک مدرن که فشار کاری آنها به راحتی از 3000 یا 6000 PSI فراتر میرود، یک ضرورت مطلق است.
- مقاومت فوقالعاده در برابر خستگی و ارتعاش (Fatigue & Vibration Resistance)
بسیاری از شکستها در سیستمهای هیدرولیک، نه به دلیل یک بار فشار بیش از حد، بلکه به دلیل پدیدهای به نام “خستگی” (Fatigue) رخ میدهند. بارهای چرخهای و ارتعاشات مداوم (مانند آنچه در ماشینآلات راهسازی یا پرسهای صنعتی وجود دارد) باعث ایجاد ترکهای میکروسکوپی در نقاط تمرکز تنش میشوند. این ترکها به مرور زمان رشد کرده و نهایتاً منجر به شکست ناگهانی قطعه میشوند. مقاومت حرارتی اتصال که از طریق یک ساختار دانهریز و همگن (نتیجه نرماله کردن) و حذف تنشهای داخلی (نتیجه تمپر کردن) حاصل میشود، به شدت از شروع و رشد این ترکها جلوگیری کرده و عمر خستگی اتصال را به طور قابل توجهی افزایش میدهد.
- افزایش مقاومت سایشی در رزوهها و سطوح آببندی (Wear Resistance)
رزوههای یک اتصال هیدرولیک و سطوح آببندی آن (مانند مخروطها در اتصالات JIC) نقاطی هستند که در هنگام نصب و تعمیرات، تحت سایش قرار میگیرند. سختی سطحی بالایی که از فرآیند سختکاری فولاد به دست میآید، از این سطوح حساس در برابر خراشیدگی، لهیدگی (galling) و فرسایش محافظت میکند. این امر تضمین میکند که اتصال حتی پس از چندین بار باز و بسته شدن، همچنان آببندی کامل و مطمئن خود را حفظ کند و از نشتیهای پرهزینه جلوگیری شود.
- عملکرد قابل اعتماد در دماهای بالا و پایین (Temperature Stability)
سیستمهای هیدرولیک ممکن است در شرایط دمایی بسیار متفاوتی کار کنند؛ از سرمای شدید زمستان در یک پروژه عمرانی تا حرارت بالا در نزدیکی یک کوره صنعتی. فولادی که به درستی تمپر شده باشد، چقرمگی خود را در دماهای پایین حفظ کرده و از شکست ترد جلوگیری میکند. همچنین، در دماهای کاری بالا، مقاومت بهتری در برابر “خزش” (Creep) و نرم شدن از خود نشان میدهد. این مقاومت حرارتی اتصال، عملکرد پایدار و قابل پیشبینی آن را در طیف وسیعی از شرایط محیطی تضمین مینماید.
مطالعه موردی و نمونههای کاربردی: از معدن تا هوافضا
برای درک بهتر اهمیت حیاتی عملیات حرارتی اتصالات فولادی، بیایید نگاهی به چند سناریوی واقعی در صنایع مختلف بیندازیم. این مثالها نشان میدهند که چگونه انتخاب یک اتصال با کیفیت، میتواند تفاوت بین عملکرد بیوقفه و یک فاجعه عملیاتی باشد. این موارد کاربردی، اهمیت سرمایهگذاری بر روی قطعاتی که فرآیندهای متالورژیکی دقیقی را طی کردهاند، به وضوح روشن میسازد.
- صنعت راهسازی و ماشینآلات سنگین:
- سناریو: یک بیل مکانیکی 50 تنی در یک پروژه ساختمانی در حال کار است. بازوی هیدرولیک آن به طور مداوم تحت بارهای ضربهای شدید و ارتعاشات قوی قرار دارد. فشار سیستم در لحظه بلند کردن بار به حداکثر خود میرسد.
- نقش عملیات حرارتی: اتصالات استفاده شده در این ماشین، باید دارای چقرمگی فوقالعاده بالا باشند تا در برابر ضربات ناگهانی مقاومت کنند (نتیجه تمپر کردن صحیح). همچنین، مقاومت به خستگی بالا از شکست اتصال به دلیل میلیونها چرخه کاری جلوگیری میکند. یک اتصال ضعیف در این شرایط میتواند منجر به سقوط ناگهانی بازو، آسیب به تجهیزات و خطرات جدی برای اپراتور و افراد حاضر در محل شود.
- صنایع تولیدی و پرسهای هیدرولیک:
- سناریو: یک کارخانه قطعهسازی خودرو از پرسهای هیدرولیک برای شکلدهی ورقهای فلزی استفاده میکند. این پرسها به صورت 24 ساعته و 7 روز هفته کار میکنند و هر چرخه کاری شامل یک افزایش فشار سریع و شدید است.
- نقش عملیات حرارتی: در اینجا، استحکام تسلیم بالا و مقاومت به خستگی، فاکتورهای کلیدی هستند. اتصالات باید بتوانند فشارهای چرخهای بالا را بدون تغییر شکل یا نشت تحمل کنند. عملیات حرارتی اتصالات فولادی تضمین میکند که رزوهها و سطوح آببندی در برابر باز و بست مکرر برای تعمیر و نگهداری مقاومت کنند. هرگونه توقف تولید به دلیل نشت یا شکست یک اتصال، به معنای ضرر مالی قابل توجه برای کارخانه است.
- صنایع نفت، گاز و دریایی:
- سناریو: یک سکوی نفتی در دریا از سیستمهای هیدرولیک برای کنترل شیرهای ایمنی و تجهیزات حفاری استفاده میکند. این اتصالات علاوه بر فشار و ارتعاش، در معرض محیط خورنده آب شور و تغییرات دمایی شدید قرار دارند.
- نقش عملیات حرارتی: در این کاربرد، علاوه بر خواص مکانیکی، یکپارچگی مواد نیز حیاتی است. یک ساختار متالورژیکی همگن و بدون تنش که از طریق عملیات حرارتی به دست میآید، مقاومت بهتری در برابر انواع خوردگی تنشی (Stress Corrosion Cracking) از خود نشان میدهد. شکست یک اتصال در چنین سیستم حیاتی میتواند منجر به فجایع زیستمحیطی و اقتصادی جبرانناپذیری شود.
نتیجهگیری: انتخابی هوشمندانه برای عملکردی ماندگار
همانطور که در این مقاله جامع بررسی کردیم، عملیات حرارتی اتصالات فولادی یک مرحله اختیاری یا تزئینی در فرآیند تولید نیست، بلکه یک ضرورت مهندسی مطلق است. این فرآیند علمی و دقیق، یک قطعه فولادی معمولی را به یک جزء حیاتی با عملکرد بالا تبدیل میکند که قادر است در برابر سختترین شرایط کاری مقاومت کند. از فرآیند آمادهسازی نرماله کردن گرفته تا جهش به سوی سختی در مرحله کوئنچ و نهایتاً دستیابی به تعادل طلایی چقرمگی و استحکام در مرحله تمپر کردن، هر گام نقشی حیاتی در تعیین عملکرد نهایی، ایمنی و طول عمر اتصال ایفا میکند.
یک اتصال هیدرولیک که این فرآیندها را به درستی طی نکرده باشد، بمب ساعتی در سیستم شماست که دیر یا زود منجر به نشتی، توقف خط تولید و هزینههای پیشبینی نشده خواهد شد. در مقابل، سرمایهگذاری بر روی اتصالات باکیفیت از تولیدکنندگانی که به این اصول پایبند هستند، به معنای آرامش خاطر، کاهش هزینههای نگهداری و افزایش بهرهوری کلی سیستم شماست.
در پارس هیدرولیک، ما به اهمیت بنیادین عملیات حرارتی در تولید اتصالات فولادی خود ایمان داریم. تمامی محصولات ما با رعایت دقیقترین استانداردها و پروتکلهای متالورژیکی تولید میشوند تا اطمینان حاصل شود که هر قطعهای که به دست شما میرسد، دارای بالاترین سطح از استحکام، دوام و قابلیت اطمینان است.
دعوت به اقدام
برای دریافت مشاوره تخصصی در زمینه انتخاب اتصالات هیدرولیک با عملیات حرارتی مناسب برای کاربرد خاص شما و مشاهده کاتالوگ جامع محصولات ما، همین امروز با کارشناسان فنی پارس هیدرولیک تماس بگیرید. تیم ما آماده است تا به شما در یافتن بهترین راهحل برای نیازهای سیستم هیدرولیکتان کمک کند. همچنین میتوانید برای اطلاعات بیشتر، مقاله ما در مورد [آببندی در اتصالات هیدرولیک و استانداردهای آنها] را مطالعه فرمایید.