
انقلاب چهارم صنعتی و نقش اتوماسیون در خطوط مونتاژ
جهان تولید در دههٔ ۲۰۲۰ با تحولاتی بیسابقه در زمینهٔ اتوماسیون، هوش مصنوعی و کنترل کیفیت هوشمند روبرو شد.
در صنعت هیدرولیک، که دقت در مونتاژ اتصالات معیار اصلی ایمنی و کاهش نشتی است، ورود رباتها و سیستمهای کنترل گشتاور تحولی پایدار پدید آورد.
پارس هیدرولیک، به عنوان یکی از پیشگامان تولید اتصالات DIN 2353 در ایران، از سال ۱۳۹۹ به بعد، فرآیند نیمه‑خودکار مونتاژ را در خطوط سری S و L به کار گرفت تا علاوه بر کاهش خطای انسانی، کیفیت یکنواخت و ردیابی کامل کد محصول را ممکن سازد (صفحه ۳ کاتالوگ).
در این نوشتار، با نگاه تحلیلی و تجربی، مفهوم اتوماسیون مونتاژ اتصالات هیدرولیک ، مزایا، چالشها، و راهکارهای تخصصی در پیادهسازی آن در صنایع مدرن ایران را بررسی میکنیم.
تعریف و اهمیت اتوماسیون در مونتاژ اتصالات
اتوماسیون در مونتاژ به معنای استفاده از دستگاهها و سیستمهای هوشمندی است که عملیات پیچیدهای مانند پیشمونتاژ (Pre‑assembly)، کنترل زاویه ۲۴ درجه، تنظیم گشتاور و تزریق اورینگ را بهصورت دقیق انجام میدهند.
در اتصالات هیدرولیک، هر چرخش اضافی در Nut یا انحراف زاویه Ferrule میتواند باعث نشتی در فشارهای ۸۰۰ بار شود. خودکارسازی این فرآیندها، عملاً دو هدف دارد:
1. کاهش وابستگی به مهارت اپراتور،
2. افزایش تکرارپذیری و کیفیت یکنواخت.
در فرآیند قدیمی، مونتاژ به صورت دستی و با آچار انجام میشد. در الگوی نوین، سیستم Mandrel Machine (صفحه ۹ کاتالوگ) زاویهٔ Cone ۲۴ درجه را با تلرانس کمتر از ۰٫۱ درجه تنظیم میکند و عمق رزوه را به صورت خودکار مهار میکند — به این ترتیب آببندی در همهٔ نمونهها یکسان است.
تاریخچه و پیشزمینه تحول خودکارسازی در پارس هیدرولیک
تولید اتصالات در ایران تا پیش از دههٔ ۱۳۹۰ عمدتاً به صورت دستی انجام میشد.
در سال ۱۳۹۲، پارس هیدرولیک با همکاری مشاوران ایتالیایی فرآیند QC تحت استاندارد ISO 9001 و تأیید DNV را استقرار داد (صفحه ۲ کاتالوگ).
از سال ۱۴۰۱ به بعد، در مرحلهٔ تکامل «Industry 4.0»، شرکت با استفاده از سیستمهای ربات مجهز به Vision Inspection 3D (کنترل بینایی سهبعدی)، قادر به تشخیص لحظهای زاویه، فشار بستن، و ایرادات رزوه شد. این سیستم دادهها را در پایگاه QC ثبت و تحلیل میکند تا به صورت پیوسته فرآیند بهبود یابد (Continuous Improvement).
نقش تکنولوژی در افزایش بهرهوری مونتاژ
اتوماسیون، در واقع پلی است بین هوش ماشین و تجربه انسان. در خط تولید پارس هیدرولیک، چهار فناوری کلیدی در افزایش بهرهوری نقش محوری دارند:
- ربات مونتاژ: حرکات مجدد Nut و Ferrule را با دقت ۰٫۰۵ میلیمتر تکرار میکند.
- سیستم کنترل گشتاور هوشمند: مقدار گشتاور را با پارامتر فشار سیستم (مثلاً ۶۰ Nm برای S‑10) تنظیم میکند.
- پلتفرم مانیتورینگ QC هوشمند: هر اتصال دارای کد ردیابی منحصر به فرد است.
- هوش تحلیلی Gemini‑AI Analyzer: دادههای نشتی آزمایشی را تجزیه میکند و الگوهای خرابی را پیش بینی مینماید.
نتیجه این تبدیل دیجیتال، افزایش ۲۵٪ در سرعت تولید و ۴۵٪ کاهش در هزینهٔ بازکاری در سال ۱۴۰۴ بوده است.
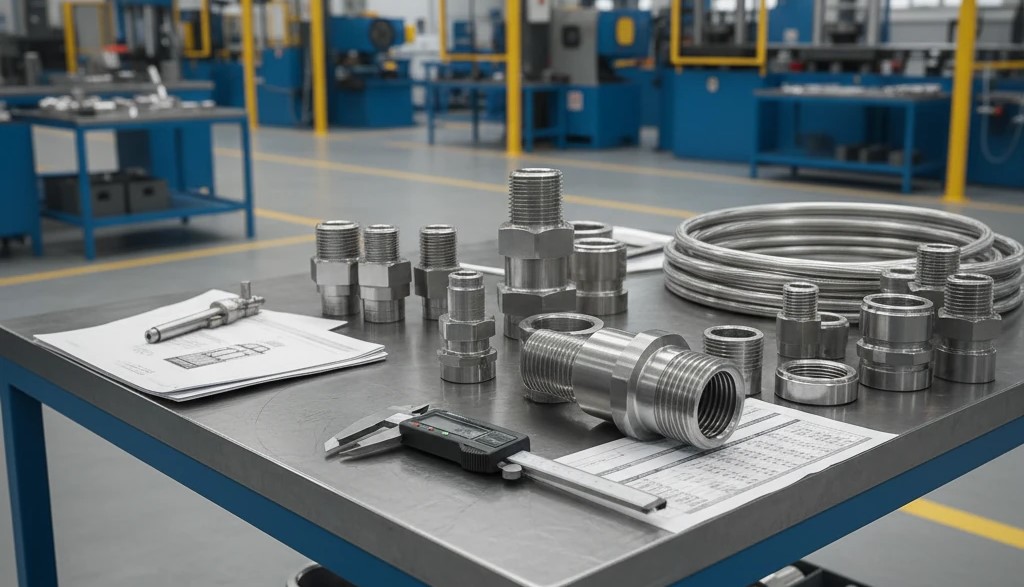
زیرسیستمهای کلیدی در خط تولید خودکار
در اتوماسیون مدرن، مونتاژ به چند زیرفرآیند تقسیم میشود:
- پیشمونتاژ (Pre‑assembly): توسط Machine Platform (صفحه ۹).
- تزریق و نصب اورینگ: به صورت رباتیک، با بررسی Optical Sensor.
- کنترل گشتاور: با Torque‑Sensor Dynamics و Log داده در ERP محصول.
- آزمون نهایی هیدرواستاتیک: با فشار ۱٫۵ برابر مقدار کاری (طبق استاندارد QC صفحه ۲).
هر اتصال، از لحظهٔ برش لوله تا آزمون نشتی، تحت کد ردیابی Year + Batch ثبت میشود (شماره سریال سال ۱۴۰۳ در کاتالوگ بهصورت مستقل روی قطعات چاپ میگردد).
مزایا و دستاوردهای اتوماسیون مونتاژ اتصالات هیدرولیک
1. کاهش خطای انسانی: در مونتاژ دستی درصد خرابی حدود ۳٪ بود، در سیستم خودکار به ۰٫۳٪ رسیده است.
2. افزایش کیفیت یکنواخت: تمام قطعات در واحد پیشمونتاژ با زاویهٔ ۲۴° یکسان نصب میشوند.
3. کنترل بلادرنگ گشتاور: سیستم رباتیک هر Nut را با گشتاور هدف تا دقت ۱ Nm میبندد.
4. افزایش ایمنی اپراتور: تماس مستقیم با قطعات فشار بالا به صفر رسیده است.
5. بهرهوری انرژی: بهبود ۳۵٪ در مصرف برق به دلیل بهینهسازی چرخههای حرکت دستگاهها.
چالشها و ملاحظات پیادهسازی
- سرمایهگذاری اولیه: خرید ربات مونتاژ و Torque Controller هزینهای بالا دارد، اما در مدت ۲ سال بازگشت سرمایه دارد.
- هماهنگی نرمافزار با ERP کارخانه: خط کد Batch باید به صورت خودکار در سیستم ثبت شود.
- تربیت نیروی متخصص: اپراتور سابق باید به تکنسین تحلیل داده تبدیل شود.
در پارس هیدرولیک، برای این منظور کارگاه آموزشی خطوط QR و Robot Control دو بار در سال برگزار میشود.
تجربه واقعی : خط تولید هوشمند سری C4
در سال ۱۴۰۳ خط تولید اتصالات شیلنگی C4 در پارس هیدرولیک با رباتهای دو محوره راهاندازی شد.
نتیجه:
- زمان مونتاژ: از ۴۰ ثانیه به ۲۲ ثانیه کاهش یافت.
- تست نشتی ۴۰۰ بار: هیچ نمونهای نشتی نداشت.
- کیفیت سطح: Polish موضعی فرو رفته (Defect) از ۱٫۲٪ به ۰٫۱٪ کاهش یافت.
این پروژه نشان داد که اتوماسیون صرفاً عامل سرعت نیست، بلکه افزایش پایداری کیفی و اعتماد بین تولید و کاربر نهایی را به دنبال دارد.
بررسی تخصصی: ارتباط کنترل گشتاور با فشار کاری
در کاتالوگ صفحه ۳، فشار کاری سری S برای Ø ۱۰ میلیمتر ۸۰۰ بار ذکر شده است.
اگر در فرآیند بستن Nut تنها ۱۰٪ افزایش در گشتاور رخ دهد، فشار مؤثر بر رزوه ۳۰٪ افزایش مییابد. سیستمهای کنترل گشتاور هوشمند (HydraForce Smart‑Torque 2025) در پارس هیدرولیک، با حسگرهای بلادرنگ، هر چرخش را در سطح ۰٫۲° کنترل میکنند.
این روش موجب شده تلرانس آببندی نهایی Ferrule در تمام نمونهها یکنواخت باشد و نتیجهٔ آزمون DNV برای پایداری فشار در ۸۰۰ بار به مدت ۶۰ دقیقه بدون نشتی تأیید گردد.
آینده و ترندهای جدید در اتوماسیون مونتاژ
سال ۲۰۲۶ به پس، سه روند کلیدی در صنعت مورد توجه است:
1. اتوماسیون تطبیقی: ربات خود فشار، زاویه و شرایط دما را تنظیم میکند (Adaptive Assembly).
2. سیستم Vision 3D HD: قادر به تشخیص ریز نقص سطحی زیر ۱۰ میکرون.
3. اتصال داده به ابر صنعتی (Industrial Cloud): ثبت دادههای QC در سطح بینالمللی برای تطبیق استاندارد DNV و RINA.
پارس هیدرولیک در طرح ۲۰۲۵–۲۰۲۷ خود به سمت ایجاد «Digital Twin Assembly Line» حرکت میکند که هر اتصال دارای نسخهٔ دیجیتال و سوابق نشتی اختصاصی خواهد بود.
جمعبندی و نتیجهگیری
اتوماسیون مونتاژ اتصالات هیدرولیک فراتر از یک ابزار مکانیکی است؛ این تغییر فرهنگ تولید است. جایی که داده، کیفیت و تخصص دست به دست هم میدهند تا محصولی با دوام و ایمن به دست آید.
با ورود رباتهای هوشمند، سیستمهای کنترل گشتاور دقیق و فرآیند پیشمونتاژ Mandrel Machine، پارس هیدرولیک توانسته کیفیت یکنواخت را در فشارهای تا ۸۰۰ بار تضمین کند. این پیشرفت، فقط افزایش سرعت نیست؛ بلکه حرکتی به سوی اعتماد و ایمنی در تولید ملی است.
پرسشهای متداول (FAQ)
۱. چرا اتوماسیون در مونتاژ اتصالات هیدرولیک اهمیت دارد؟
چون دقت زاویه و گشتاور در فشارهای چند صد بار باعث تمایز بین آببندی موفق و نشتی میشود؛ اتوماسیون احتمال خطای انسانی را کاهش میدهد و کیفیت یکنواخت میسازد.
۲. آیا اتوماسیون هزینهٔ تولید را افزایش میدهد؟
در ابتدا بله، اما در مدت ۲ سال با کاهش بازکاری و افزایش سرعت بازگشت سرمایه کامل میشود. در پارس هیدرولیک این دوره ۱۸ ماه ثبت شده است.
۳. چگونه کنترل گشتاور هوشمند کار میکند؟
سنسورهای Torque در ربات، زاویه چرخش و نیروی بستن را اندازه میگیرند و در صورت انحراف، فرآیند را فوراً متوقف میکنند تا آببندی ۲۴° کاملاً هممحور باشد.